





The goal of every metal finishing plant manager is to implement and maintain the most efficient process and deliver the best quality. Contending with the increasing cost of raw materials and supplies while meeting the customer demands for the highest quality make this an ongoing challenge.
So, what’s a plant manager to do? Minimizing downtime and optimizing chemical consumption are the best ways to keep a process running as cost-efficiently as possible.
A typical finishing line consists of pre-treatment steps for cleaning and degreasing, followed by the actual surface treatment step, such as etching or depositing, and a post-treatment that always includes a rinsing step. Traditionally, these steps are monitored using ORP, pH or conductivity; however, with these parameters one can only determine the condition of the bath—but not other cost-determining factors, such as the precise concentration of bath components.
Importance of metal finishing and platingThe primary aim of finishing and plating processes is to alter the surface of a certain workpiece in order to obtain specific surface properties. The surface is either chemically modified or plated with a material that has the desired properties. The result is a cost-efficient substrate or carrier material, which has the surface properties of the material deposited. Following are several typical applications:Titanium-based medical coating for implants. Implants are coated with titanium to achieve specific properties of the surface, which allows the human body to better “accept” the implant. Testing and control is especially important as we deal with parts that remain in the human body. Legal and liability issues require extremely close monitoring, include data storage. Zinc-based phosphatizing of vehicle bodies greatly improves corrosion resistance. A “given” in the car/truck/plane manufacturing industry, steel bodies are treated prior to any paint application in order to preserve the body structure against the corrosive elements of the environment (rain, snow, salt, etc.). Plants need real-time 24/7 monitoring to minimize any risk of a deadlock in their production line and to make sure the process runs efficient.Zinc plating of all weather-exposed building materials. Because metals are used in all kinds of building construction and expected to last decades, they must be weatherproofed with a hard-wearing layer of zinc. This ensures, for example, that door hinges and handles last for many years to come. Chromium plating of automotive parts. Chromium plating of vehicle accessories is another “given” in the modern design of vehicles. Chrome plating on plastic is especially important for car emblems, ornaments or other parts; this helps minimize the weight and reduces the parts cost. Plating on all kind of plastics is a special application and needs a similar testing and control protocol.Gold plating of electrical connectors maximize electric conduction. Gold is an excellent electrical conductor that does not tend to corrode, which is why it is widely used for such a purpose. Such connectors are used for critical applications like signal transmission or audio and video technology.Surface etching or pickling. A noteworthy example of maintaining critical controls is the acidic etch of jet engine fan blades to make sure the titanium surface is in proper condition. This treatment is very delicate and needs full monitoring and documentation to ensure correct material properties. Highest quality needs to be guaranteed in this treatment process.The biggest cost-drivers in metal finishing include:
- Bath chemicals
- Disposal & set-up costs
- Non-conformity cost
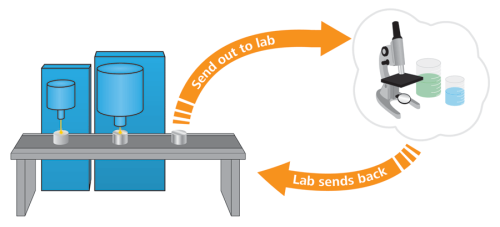
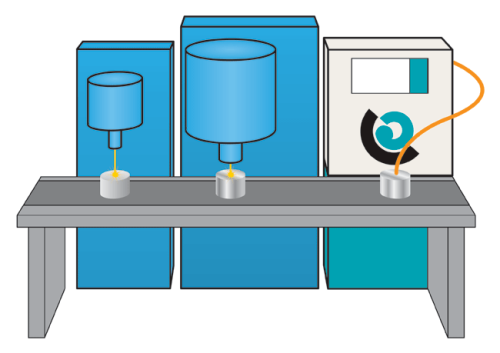
Bath chemicals. The prices for main plating chemicals vary, depending upon the market and availability, which directly affects how much it costs to run the plating bath. The larger the volumes of a plating bath, the larger the cost of chemicals utilized in the bath. Baths can be as large as 1,000 gallons or more. Thus, cost-savvy plant managers look to improve chemical dosing along with their purchase planning to reduce run costs as much as possible while still providing maximum quality.Disposal and set-up costs. Depending upon the composition of the bath, recycling and/or disposal cost can be significant. Disposal either takes place when the bath is used up, or when the bath tank is contaminated beyond cleaning. In either case, the plating is forced to shut down temporarily, which costs the plant in lost time, lower output and delayed delivery to the customer. Additionally, all kinds of service and maintenance operations of the bath and lines cost money as no output is being produced.Non-conformity cost. If the finished goods do not meet quality expectations, then some (or all) of the parts may be deemed “worthless” and subsequently recycled or disposed. Hence, the part, which is the sum total of the entire process behind it, is trashed. This explains the strong motivation to have the process under full and permanent control. Your customers will be more satisfied, and you will reduce the overall environmental impact of your plant.Process window. The process window describes a set range of parameters in which the finishing process has to be kept. The upper and lower limits define when measures need to be taken to bring the bath back to optimal conditions. Implementing an automated testing & control analyzer allows the plant to narrow these process windows (reduce the range span of each parameter it monitors). The end result is more stable and constant chemical dosing—which, in turn, results in cost-reduction and a more cost-effective overall process.Costs can vary greatly based on the industry or plant; however, this basic example compares manual vs. automated bath life determination, and where savings can be realized. (See Table 2 and Figure 3.) Sampling Concepts. There are three main techniques that can be used to analyze a sample, which differ mainly in their timely response to the process. The time between taking the sample and getting the result can range from seconds to hours or even days! In the case of a non-conformity issue, this may lead to an entire production batch being rejected—which can be costly. Offline Analytics. (See Figure 4.) A sample is manually taken, bottled, and sent to the lab. The lab performs the corresponding analyses and sends the results back to the process. The lab has dedicated equipment, mainly measuring instruments and titrators, to do automated chemical analysis and provide results. These process-to-lab-back-to-process steps take time, often ranging from hours to days; during this time the actual plating process is “running blind.” Atline Analytics. (See Figure 5.) The sample is taken in a similar manner as for offline analysis. But, as the analyzer is directly located on the process floor, the sample is analyzed directly on-site. With an automated process system, there is no “running blind” — the results are immediately available, which means any steps required to bring the process back into standard parameters can be immediately realized as well. And with an analyzer so closely integrated with the process itself, measurements of environmentally relevant parameters (such as metals in wastewater) can also be performed.Online Analytics. (See Figure 6). A single process analyzer can handle multiple sample streams. Online analysis completely fills the gap between the analytical equipment and the process itself. Fully automated sampling allows for a so-called “closed-loop” control that can go as far as controlling reagent pumps for chemical replenishment, or even communicate with a local control system. It eliminates blind time completely, running 24/7 reliably and independently. This is automation at its finest.Working under organizational or legal frameworks (NADCAP)NADCAP. Certain industries, particularly aviation, require NADCAP membership in order to do business with them. Regular audits are performed through the PRI (Performance Review Institute), and only members who are approved will be accepted as a supplier. Certification is only granted if/when a quality management system is in place. This could mean a lot of paperwork—unless automated analysis is part of the process. Such testing and control equipment collects and exports data electronically for a much simplified workflow; these systems can also identify and track all equipment connected to it, recording and storing this data in a database.Environmental Regulations. All metal finishing operations are closely monitored through the EPA or local authorities. For several processes, especially those involving heavy metals such as copper or zinc, it is mandatory to regularly analyze for contaminants in effluent water. Exceeding limits may result in penalties or temporary shutdown of the operation. Such analytical solutions can often be directly integrated into a process analyzer and cover multiple chemical parameters.SummaryThe correct type of equipment and application makes sure that your finishing and plating process runs smoothly and under the best conditions possible—day and night! The right type of process analytical equipment will also allow you to monitor different and multiple plating lines with a single analytical solution. Results are savings all-around: tighter process windows require less chemicals, which in turn extend bath life; faster and more precise readings also minimize risk of downtime; and automated processes make it easier to conform with and meet external requirements and necessary business certifications.
BIONils Geil is product manager for Process Analytics at Metrohm USA, located in Riverview, Fla. He has worked for more than 10 years in various roles within the Metrohm Group, headquartered in Herisau, Switzerland. A frequently published author, Nils has developed many process analytical applications, the majority of which are in the fields of pharmaceuticals, petrochemicals and plating. With his unique combination of degrees in Analytical Chemistry and Business Administration & Applied Technical Management, Nils’ audience comes away with a high level of awareness and understanding of the economic importance chemical analysis has at the business level —as well as the positive impact it has on the process industry at large. Metrohm-Applikon, via its range of process analyzers, supplies a unique selection of fully customizable instruments for the metal finishing industry. Combined with the expertise in chemical applications we are the full solution provider for all your process analytical needs.For more information, please visit www.metrohmusa.com.
| Manua Control | Closed-Loop Process Control |
| Manual titration with glass burettes | Fully automatic titration |
| Old pH and conductivity meter | pH and conductivity integrate in analyzer |
| Risk of manual error and inconsistencies | Automatic calculations, eliminate risk of manual error/inconsistencies |
| Intermittent bath control | Constant bath control |
| Judgment call on bath disposal | Calculated determination on bath disposal |
| Effluent control through external lab | Effluent monitoring integrated inline |
| Weekly Replenishment (52x/Year) | Weekly Replenishment (52x/Year) | |||
| Bath | Unit cost | Annual Cost | Unit Cost | Annual Cost |
| New Make-Up | $1,750 | $91,000 | $1,750 | $45,000 |
| Disposal | $500 | $26,000 | $500 | $13,000 |
| Labor | $50 | $2,600 | $50 | $1,300 |
| Rejected costs | $500 | $13,000 | $250 | $6,500 |
| Total annual cost | $132,600 | $66,300 | ||
| *The plating bath in this example has 200 gal (reject costs are an assumption). Cost of chemicals are based on recent market prices. Discussion. A better and tighter process control pays off! Investments into closed-loop control usually pay off in less than a year (in the case of serious quality problems, it can be as low as several months). Especially for parts with a higher added value, such as aeronautic parts or implants for human use. |





