






IntroductionThere are many options for surface finishes when it comes to metal products. Chemical coatings and paints are common in metal parts (Figure 1). Surface preparation and coating options range from polishing and blasting to pickling, passivating and plating. Application of the coating adds another layer of complexity to the finishing process. So, how do you know if your coating is going to hold up over time and exposure to the elements before going into production? The answer is simple; environmental simulation and/or accelerated corrosion testing.Corrosion Costs to America. The products of corrosion that are at times an aesthetic annoyance cannot be compared to the potential of failure to many corrosion modes. The numerous hidden costs of corrosion structures, equipment, bridges, proactive coatings, specialty materials, cathodes, anodes, and other manufactured parts are just some of the items that suffer the effects of corrosion.
The coatings industry is experiencing pressure from environmentalist groups, corporate sustainability programs and individuals to produce “greener” products. Environmentally friendlier coatings usually have less corrosion resistance over the lifetime of the coating or finish. This had left the industry, in some situations, struggling to come up with new alternative formulations that perform as well as their less environmentally friendly counterparts.
The price of corrosion is staggering. Some quick costs for corrosion include $108 billion in protective coatings, $7.7 billion for Corrosion Resistant Alloys (CRA), and $1.1 billion spent on corrosion inhibitors, to name a few. The total direct cost of corrosion in America is $276 billion in 2012. To emphasize how large this number is in 2012, it is projected to be 3.1% of the United States GDP. Cabinet Salt Spray and Humidity Testing. Tests such as neutral salt spray testing (NSS) and humidity testing can help a manufacturer or end user determine the efficacy of their coating/finishing process. By examining test specimens throughout the duration of the test, obvious surface effects are noticeable sometimes within a single day or two, preventing expensive and time-consuming rework and recalls. This comparison to an unfinished, or control specimen will help to determine the best surface finish for the intended application (Figures 1-5). The following images illustrate failures of coating application and/or performance.
There are many specifications and standards written to help perform this testing and, equally as importantly, evaluate the results. The most common specifications for performing an NSS test are ASTM B117 and ISO 9227, which outline the test conditions required for the neutral salt spray test. These specifications unify the test parameters across the globe in the effort to evaluate the efficacy of paints, coatings and finishes.
These specifications unify the test parameters worldwide in order to evaluate the efficacy of paints, coatings and finishes. In this test, an atmosphere of a 5% solution of sodium chloride is atomized and introduced at a constant rate throughout a sealed chamber. (see Figure 1a) Test specimens are inclined and placed in the cabinet so that the test surface is parallel to the primary direction of flow of the sodium chloride mist. The mist wets the surface, and the excess solution runs off into the cabinet.
Humidity testing is another measurement of the effectiveness of the corrosion resistance properties of a metal part. This test can be performed is several ways. The first takes place in an unused NSS cabinet by simply turning off the salt solution flow and plugging the drain. The second test takes place in an environmental simulation cabinet specifically designed for this type of test. The requirements for this test can be laid out in a manufacturer’s specification or in an ASTM publication such as ASTM D2247. This type of testing helps to evaluate primarily paints and their tendencies to bubble and blister.
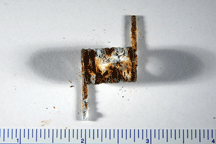
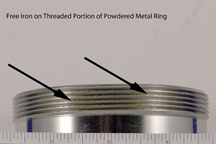
These two types of cabinet corrosions testing can also be very effective as free iron detection tests. Free iron testing can be an excellent predictor of corrosion resistance properties and surface finish success. Locations on a casting or finished part, which are high in free iron, can become epicenters for corrosion while in service. In most cases, a free iron test can be done via salt spray testing in about 2 hours or in a humidity chamber in about 24 hours (see Figure 6).
These different combinations of coatings and hours of exposure have led to a number of different conclusions for these companies. The most important being cost effectiveness of coating and surface finishes vs. corrosion resistance.
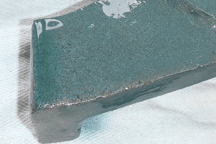
Additional Free Iron Detection Tests. In addition to these two cabinet style tests, another procedure that can effectively detect free iron is a potassium ferricyanide-nitric acid (Ferroxyl) test, in accordance with MIL-STD-753 and ASTM A380. The ferroxyl test will illuminate even the lowest levels of iron contamination. In this test, a reaction with the chemicals in the test solution yields a chemical reaction in the form of a bluish coloration, demonstrating the presence of free iron (see Figure 7).
Once the testing has begun, the challenge becomes the evaluation of the constantly changing surfaces of interest. Sometime it is helpful to add a point of certain failure to the test specimen, or scribe, to see just how bad a failure becomes if it should occur via damage or deficiency of the coating. There are many evaluation procedures such as ASTM D610, D714 and D1654 that oversee the evaluation of test results. These specifications use numerical values to evaluate the severity of the corrosion, blistering and/or creep.
These laboratory tests have one goal in common: to assist the surface preparation industries evaluate the efficacy of their coating material and/or process. Corrosion testing can help everyone from epoxy powder coating companies to chemical coating operations to zinc/cadmium/chrome plating providers, and everyone in between. The ultimate goal in applying a coating or perform surface treatments is to protect surfaces providing the highest quality product with the least amount of overhead in order to yield maximum profit.Accelerated Corrosion Testing. Accelerated corrosion testing allows base material verification prior to final application of surface treatments such as plating or polishing. Unwanted corrosion in stainless steels and other related alloys is of significant concern in their engineering. Rough surface finishes, elevated temperatures and corrosive environments encountered in service can accelerate corrosion and lead to material early failure.
Different forms of corrosion are commonly encountered in service, and many can be strongly influenced by heat-treating. Fortunately, there are many types of standardized test methods, which seek to qualify materials and quantify the rates corrosion that the alloy may experience. Some examples are noted below:
Pitting corrosion is a localized form of corrosion found in stainless steels and other related alloys, which do not typically experience uniform corrosion. Pitting corrosion is typically caused by the breakdown of a passivating surface layer and results in small areas of corroded “pits.” These pits can act as sites of crack initiation and are detrimental to a material’s performance.
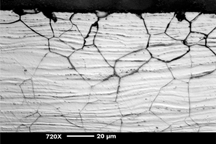
Intergranular corrosion in stainless steels is usually associated with a precipitated inter-metallic phase found at the grain boundaries of a material. For example, chromium carbide precipitation at the grain boundaries can deplete the surrounding material of corrosion-inhibiting chromium. In the presence of a corrosive environment, these grain boundaries are preferentially attacked and are subsequently weakened.
Stress corrosion cracking is another form of corrosion that can cause normally ductile materials to fail in a brittle manner. When a material is both stressed (especially at elevated temperatures) and also exposed to a corrosive environment, the grain boundaries can be attacked and the material’s mechanical properties can be compromised. Stress corrosion cracking (SCC) is very alloy-specific in that certain alloys may only experience SCC in the presence of specific chemical environments. Austenitic stainless steels in particular are susceptible to SCC in the presence of chlorides.
Sensitizing heat treatments in stainless steels can aggravate problems associated with intergranular corrosion. (Sensitization is a process in which a material is heated to a temperature in which chromium carbides, for example, can precipitate out of solution at the grain boundaries and create a chromium depleted region which adversely affects corrosion resistance). Austenitic stainless steels are susceptible to sensitization after heating to ~500°C– 800°C. The addition of carbide-stabilizing elements such as niobium or titanium can help to ameliorate the problem; however, processes such as welding a susceptible material can still detrimentally affect its microstructural integrity.
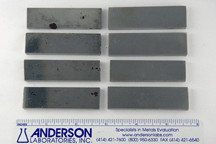
There are many standardized methods for testing a materials susceptibility to one of the three forms of corrosion addressed. A common test for pitting corrosion is the ASTM G48 test. How it works: A sample coupon is polished, dimensioned and weighed prior to testing. It is then placed in a ferric-chloride solution for a specified period of time. The sample is re-weighed after testing and visually examined for signs of pitting corrosion. This test can also quantify the mass loss rate of certain materials and can be very useful in ranking a material’s ability to resist this form of corrosion.
ASTM A262 Method E is a common test for intergranular corrosion. In illustration: Two samples are polished for testing, with one as a control. One of the two samples is boiled in a copper/copper sulfate sulfuric acid solution for a specified period of time while the other is desiccated.
After testing, the two samples undergo a U-bend test; the apex of the bend is examined by microscope to look for evidence of intergranular fissures. The presence of these fissures indicates the materials’ susceptibility to intergranular corrosion, and can be used to determine if a sensitizing heat treatment has affected a materials susceptibility to intergranular corrosion.
The ASTM G36 test is another commonly used test to look for susceptibility to stress corrosion cracking. In this method, samples are polished and bolted into a U-bend configuration. These samples are boiled in a magnesium chloride solution for a specified period of time, and the apex of the bend is microscopically evaluated to look for evidence of crack formation. The presence of cracks indicates susceptibility to stress corrosion cracking.
Other common forms of testing and their applications areas of interest are listed in Table 1.
Although corrosion can be detrimental to the service life of many stainless steels and related alloys, there are, fortunately, many methods available to help predict a material’s expected performance. The American Society for Testing Methods has standardized many of these methods, which are part of the standard toolkit designed to help minimize the costly effects of corrosion in metals.Corrosion Societies and Technical Committees. There are a few organizations in the United States to assist manufacturers in matters that regard corrosion. The most prominent is NACE International, the National Association of Corrosion Engineers, based out of Houston, Texas, which focuses on corrosion of numerous grades of steel and surface treatments. Most of the specified material types are austenitic stainless steel, duplex stainless steel, and nickel-based alloys as dependent upon the environment or exposure to sour gas and corrosive environments. NACE works with individual members as well as organizations.
More support can be found for manufacturers from ASTM, the American Society for Testing Materials. The organization has hundreds of committees and sub-committees on technical topics from testing, to material specifications, to manufacturing practices and parameters. Technical committee G01 was formed in 1964, meets twice per year and has more than 350 members. This committee has many manufacturing members to drive the process for the specifications contained in the corrosion testing volume 3.02 of the ASTM family of standards and specifications.
On a global level, there’s the World Corrosion Organization (WCO), which is based out of the European Union (EU) and discusses, attends, and drafts many NACE-type material codes and testing protocols. The mission of the WCO is to: alert and make industry aware of the problems and solutions associated with corrosion; identify best practices to deal and prevent corrosion; facilitate corrosion-related control through the industry; and normalize world corrosion standards. As the ISO and other EU states begin to solidify their stances of corrosion and its by-products, the WCO is making a unified approach.Final Thoughts. The application of corrosion tests can be a complicated subject. If you know your specific goals, the usefulness of the process can be informative and value added. To have a solid concept of the product life and usefulness before elemental degradation is key for the selection of materials, coatings and/or manufacturing process. Better products can be achieved through proper testing selection.
| ASTM Test Method | Applicable Forms and Alloys | Relevant Type of Corrosion |
| ASTM A262 Method A | Cast and Wrought Austenitic Stainless Steels | Detection of Sigma Phase |
| ASTM A262 Method B (Streicher Test) | Cast and Wrought Austenitic Stainless Steels | Intergranular Corrosion |
| ASTM A262 Method C (Huey Test) | Cast and Wrought Austenitic Stainless Steels | Intergranular Corrosion |
| ASTM A262 Method E (Modified Strauss Test) | Cast and Wrought Austenitic Stainless Steels | Intergranular Corrosion |
| ASTM A923 Method A | Cast and Wrought Duplex Austenitic / Ferritic Stainless Steels | Detecting Detrimental Intermetallic Phases |
| ASTM A923 Method B | Cast and Wrought Duplex Austenitic / Ferritic Stainless Steels | Detecting Detrimental Intermetallic Phases (Utilizing Charpy V-Notch Impact Testing) |
| ASTM A923 Method C | Cast and Wrought Duplex Austenitic / Ferritic Stainless Steels | Detecting Detrimental Intermetallic Phases |
| ASTM G28 Method A | Wrought Nickel-Rich, Chromium-Bearing Alloys | Intergranular Corrosion |
| ASTM G28 Method B | Wrought Nickel-Rich, Chromium-Bearing Alloys | Intergranular Corrosion |
| ASTM G36 | Wrought Cast and Welded Stainless Steels and Related Alloys | Stress Corrosion Cracking |
| ASTM G48 Method A | Stainless Steels, Nickel-Based and Chromium-Bearing Alloys | Pitting Corrosion |
| ASTM G48 Method C | Stainless Steels, Nickel-Based and Chromium-Bearing Alloys | Pitting Corrosion |
ABOUT Anderson Laboratories, Inc. Anderson Laboratories, Inc., was established in 1939 in Milwaukee, Wis. Currently located in Greendale, Wis., the company is an independent materials testing laboratory specializing in chemical analysis, mechanical testing, welding procedure and performance qualification, failure analysis, environmental and corrosion testing, as well as on-site evaluations. Anderson Laboratories, Inc. has quality and system programs accredited or compliant to ISO/IEC 17025, 10CFR50 Appendix B, ASME NQA-1, 97/23/EC PED, RoHS, NORSOK M-650, ISO 9001, to name a few. For more information, please contact Anderson Laboratories, Inc. at (800) 950.6330, via e-mail at sales@andersonlabs.com, or online at www.andersonlabs.com





