


(Editor’s note: Content included in the following article was originally presented at the Twin Cities Chapter CCAI Symposium on Feb. 4, 2010. Following are excerpts of that presentation.)
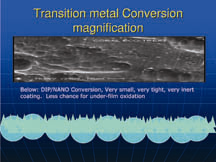
Throughout this paper, I will use the acronym “TMC” to refer to transition metal conversion coatings and other non-phosphate ( or a combination of inorganic/organic conversions) as well as straight organic conversion packages. The primary purpose of this article is to provide an up-to-date overview and explain—in a user-friendly fashion—all of the key components and knowledge the finisher should possess to thoroughly investigate this expanding new development in pretreatment.TMC didn’t just happen or magically occur. It is my opinion that this development is the expansion and continuation of the quest to eliminate chrome from finishing and provide paint and powder coating performance in a greener, more environmentally suitable world. Understanding how TMC originated or grew over the last several decades and years will further your ability to both understand and implement this advancement. During the 1980’s hexavalent chromium—the seal rinse of choice and most important single chemistry used in finishing once a surface was adequately degreased and cleaned—came under attack for the carcinogenic monster and environmental disaster it truly was. This created aggressive research by the pretreatment chemical producers to find alternatives that could be replaced and used. The original non-chrome seal rinses were a complete disaster. Many offered no real value, commanded a premium price, and ultimately did little more than raise final TDS (total dissolved solids) and controlled pH in the range many were convinced was optimum:5.5–6.5. These first seal rinse replacements were referred to as non-reactive seal rinses—meaning they did not chemically react with the metal or conversion coating, but rather conditioned the final rinse. This led to the understanding of what truly effective final rinsing constituted. It made us understand that if we were to apply something, and it offered no value, then at best it should at least not detract from coating performance. This failure lead to an acute awareness of the necessity of a high-quality water source, such as deionized water, or DI. The phrase “A part is no cleaner then the cleanliness of the final rinse” rung loud and clear to those who knew and understood the pretreatment business. In many cases, a DI rinse was found to actually increase salt spray over well-advertised non-chrome seals. The use of DI rapidly expanded and in effect grew the technology for improvements in that mechanical water improvement method of reverse osmosis water treatment, or RO. During the time RO membranes were being drastically improved and lowered in capital cost, chemical advancements were being made in final seal rinses. The thought process developed that the coupling of high water quality and some form of metal “reactivenes” could be the key to future developments, specifically in formulations that were indeed reactive to the metal. Most were “patent protected” or fell under the realm of “proprietary” in nature and did advance corrosion resistance. But what they really didn’t do is replace the beauty of chromium over a wide selection and choice of coating chemistries. During this time, conversion coatings—especially iron phosphates—experienced extreme advances. In many cases, iron phosphatizing replaced zinc systems that were the norm for automotive and appliance applications. Powder coating definitely assisted in this renaissance as corrosion expectations and burdens shifted away from pretreatment and moved in the direction of the coating—which was true with these effectively cross-linked, oven-baked polymers. The run-of-the-mill molybdenum accelerated iron phosphates were replaced with new versions of chlorate accelerated materials as well as super-activated, low-temperature accelerators. These advancements made up for the lack of true non-chrome seal rinse materials and did indeed move the performance ball forward. A select few chemical pretreatment companies with the market motivation and suitable research investments emerged. Henkel went in the direction of soluble metals; Bulk Chemical invested heavily in copolymer organic metal containing conversions; and Chemetall went with research and development in organic silane selections. Coral developed non-competing soluble metal variations, and soon many of the nationally known pretreatment suppliers were adapting and testing variations of the above.The original improvements were made with the copolymer materials primarily on aluminum, but it wasn’t long until the first fluorozirconic metal complex conversion coatings hit the market for ferrous substrates in the late 1990’s. These first materials were not without problems. Cleaning was once again brought to the front line with the use of these new conversion coatings. In fact, superior cleaning is necessary for the implementation of either these new nano-ceramic materials or the organic resin-bonding ones. The second area of emerging potential problems were with the rinses, or specifically contaminated rinses, either as excessive water hardness minerals or alkaline salts removed from the cleaning stage. Other metals, such as dissolved iron, were thought to be disruptive to the deposition of the dissolved metal complex. Like most new breakthroughs or developments, claims were exaggerated in some cases. The two biggest false claims I initially heard and witnessed were centered on “performance in salt spray” and “ease of process.”
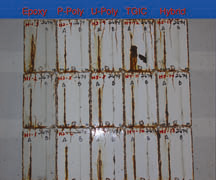
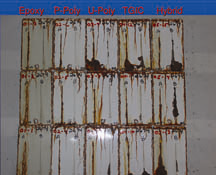
Performance in salt spray. I believe the original falsehoods centered on the claims that these new nano-ceramic or organic materials were improvements in pretreatment for all coatings and coating chemistries. This claim was disproven in 2006 (see Figure 3), where Pretreatment & Process Consulting did the exhaustive 600 panel testing and article for Powder Coating Magazine.1 The testing and review of panels clearly showed that many of the offerings worked effectively on epoxy coatings and primed polyesters, but failed miserably with most of the TGIC-type coatings. This work and report really found that, once again, there is no panacea in this industry, but rather that, once again, specialty conversions do not pass on all coating types. We also learned that the prevailing thought that inorganics were heads and tails above the organics across the board was simply not true. Rather, that in limited cases, one or more of the organics was equal to, if not an improvement over, the inorganic selections.
Ease of process. Early claims insisted that all you had to do was dump your phosphate tank, turn it into a rinse, and place the TMC in the last stage with no heat—that was it, you hit the big time! This has proven to be untrue, from at least my perspective. Testing and auditing of existing systems—coupled with investigation and helping clients to methodically review their current systems in the hope of updating to TMC materials—has proven to this writer/consultant that the contrary exists. Additional claims heard, but not witnessed, were that these new materials were easily switched into existing three-stage cleaner phosphate processes. I have yet to witness one, regardless if it is working or not? The premise is that you change to either a neutral cleaner or alkaline cleaner and maintain the rinse, then add the TMC to the last stage. My guess is that the rinse is terrifically overburdened, and cleaning mishaps would be more of the ordinary and less of the exception. In reality, if it works the baths are short-lived and inconsistent—certainly not a way to improve your process and results.
PRIMARY ADVANTAGES OF TMC CONVERSIONSThere are generally positives and negatives with any process change. It is knowing, going in, what they are supposed to be that makes the difference between a poor choice and a solid one. Make no mistake, I am thoroughly behind and supportive of TMC and their secondary tier advancements. In fact, during a presentation to a major powder manufacturer sales force in 2006, I made this statement:
“TMC or DIP conversions will be the most important advancement in pretreatment since the advent of low temperature cleaners in the mid 1970’s.”
I really believe this to be true. There are numerous advantages and abilities to not only increase performance but lower operational costs at the same time. The obvious or most notable improvements are as follows:
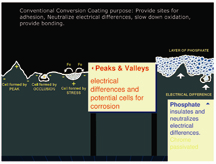
1.The reduction or elimination of phosphorus in the process. Most know of the detrimental effects of phosphorus in the lakes, streams and ecosystem. Although industrial P04 is miniscule in comparison to household or agricultural loads, it is still incumbent on all of us to reduce, if possible.The two sources in pretreatment are phosphatizing and alkaline cleaning where the phosphates salts are critical. Obviously, we can replace alkaline phosphated cleaners to non-phosphate formulations, which, indeed, clean effectively. Until the development of TMC conversions, the elimination and effective practicality just wasn’t there over a broad spectrum. Additional waste or effluent savings can be made simply in the reduction of phosphate sludge, treatment, handling and disposal. Further cost savings can be achieved by a reduction of maintenance costs associated with sludge and debris plugging risers, nozzles and the reduction of energy caused by insulation of heat tubes or plate and frame components.
2. Reduction of Energy.The elimination of heated phosphatizing baths—especially at rates from 120°F–140°F in a heated spray washer—can result in drastic cost savings. It is accepted that typical savings can cost several thousand dollars annually, and this is easy to calculate. One word of caution: pre-cleaning or alkaline cleaning is not the place to cut energy. Recently, on an audit of a major electrical system component manufacturers eight stage all stainless steel washer the audit turned up four cases of insufficient cleaning on various parts. The customer was very proud of the fact that they operated at only 120°F in the cleaner and 135°F in the zinc phosphate stages. The goal of this audit and exercise was to assist them in converting and testing for a switch to TMC conversion coating. As a hands-on consultant, I find it very strange that in many cases of poor cleaning neither the chemical supplier knows or has reported it, and the finisher has no idea as well. What is the point here? You cannot have lapses of insufficient cleaning if you desire to move in the direction of TMC conversions. The reduction of energy in the primary alkaline cleaning bath should be considered a non-negotiable area.Additional energy reductions not directly associated but certainly obtainable for most existing finishers lies in the dry-off stage. The great majority of finishers waste energy by operating the dry-offs in excess of 350°F and in some cases as high as 450°F. The double-edge sword of the organic TMC is that many have a limit of a maximum metal temperature of from 300°F–350°F. Reduce the temperature, increase CFM’s and save both dollars and energy!
3. Increase coating performance. Although discussed above as a potential pitfall of the exaggerated expectations, it is very obtainable to improve salt spray if you do it correctly. It starts with baseline performance testing. Where are you really at with ASTM B-117 with the current process? Know that first! Then run actual production steel or substrate in laboratory testing. If that testing looks promising, then repeat it in as close to actual production as possible—meaning a very similar existing line or set up a controlled in-house test.There are definite major advantages to switching from conventional conversions to TMC. The goal of this article is to assist you in doing it correctly and achieving those positive money-saving results.
IMPORTANT CONSIDERATIONSGreater chemical cost, especially if seal is necessary. For those trying to increase salt spray you may find that an RO or DI rinse can’t quite make the number you are looking to achieve. Reactive seal rinses may increase salt spray hours; always verify through testing. The seal rinses are expensive and require close control and typical frequent dumping to maintain their integrity and performance levels. Overall benefits of TMC will probably provide equal to or possibly less “total” cost than existing conventional pretreatments.
Dry-off sensitivity. Many of the TMC or total organic offerings are heat sensitive in that they cannot reach metal temperature of 300°F–350°F. Careful review of the dry-off prior to installation is required.Stage-to-stage contamination. These new materials tend to be very sensitive to drag-in contaminants. Alkaline salts, water minerals and, in some cases, dissolved iron can reduce bath effectiveness and results; therefore, rinsing becomes critical. Many finishers would need to substantially raise the maintenance and effectiveness of their current rinse quality. Double counter-flowing city rinses, followed by a high-quality rinse of RO or DI, is recommended to maintain the integrity of the TMC bath.
Multi-metal effectiveness. Multi-metal systems, or those processes that run a combination of ferrous and non-ferrous, may find wide discrepancies in corrosion resistance from zinc to steel, or aluminum to steel; therefore, testing is advised.Some powder chemistries may do very well with TMC; others may not.
Powder chemistries. Powders of the same chemical family but different colors may provide different results. Epoxies tend to do very well, whereas TGIC’s can vary drastically. Thorough testing and evaluation is definitely advised. Many finishers fail to do complete, across-the-board testing and find that the ones they did not test may provide unpleasant results later.
Washer modifications. As explained earlier, sound wash processes are important for all finishing systems. The best advice is to really look hard at the existing system. Do you need to revamp and update the washer? From this perspective, at this time, the ideal process is: stainless steel tanks, a minimum of five to seven stages. If we had the luxury of designing a new spray process for ferrous treatment with TMC it would be as follows:
Stage One Alkaline pre-clean stage (sometimes referred to as a trash stage). A small volume 500-gallon tank with optimum PSI, heated approximately from 125°F–140°F depending on the substrates and soil loads. The purpose is to remove gross soil accumulations and capture organics in a small volume of waste. This tank is dumped and treated frequently.
Stage Two Alkaline clean. A larger volume cleaning tank up to four to five times the trash stage where the same chemical is used. Frequent dumping of the first tank allows you to transfer cleaner from the stage two into stage one. All fresh chemicals and water is made up in the #2 tank. This tank, based on experience, can be virtually run for at least a year as all or most contaminants and soils are removed in stage one.
Stage Three—City RinseStage Four—City Rinse (counterflowed to #3)Stage Five—RO RinseStage Six—TMC & ROStage Seven—RO or Seal Rinse
All pretreatment process should be designed after consideration is given to soils and substrates, part volume, part size and dimension, drain considerations and overall expectations for performance.
Improved Water Source. RO or DI should definitely be considered. It starts with having your existing water source tested for hardness, TDS, pH and other minerals. TMC materials are best suited for exceptional rinsing and lower contaminants than conventional phosphatizing.
New Training & Control. These systems generally are vastly different (visually) compared to conventional conversion coatings, the look or deposition of the conversion tends to be quite different. Operators need to be trained in what to look for. Titration is more elaborate and requires improved or more controlled accuracy. Proper technique and clean glassware is more important than ever. Documentation and recording of wash data should definitely be revisited and updated.
SummaryTMC is here and will continue to expand. Those who approach it correctly and do the testing necessary to verify the potential results will be best served in the long run. Like any emerging technology, there is a definite learning curve. Those finishers who jump in and take shortcuts will probably be dissatisfied. There are many differences between the several chemistries being offered by the pretreatment companies. You may hear this: “We now have nano-ceramic conversions,” or “Look at our new development with transition metal conversions,” or “Our zirc conversion is the best,” or “Ours is just like the ABC companies but better,” or “Our organic out surpasses their inorganic,” or “Sure, make our iron phosphate stage a rinse and just put this in…”Reactions to any statements like these may be the wrong choice. Selecting the right TMC for your product can only be made after a careful re-evaluation of where you are today, where you want and need to go, and after a strong evaluation process. Companies should be selected for not only their unique formulas, but for the kind of service, and technical support they can provide in the long run. It is an exciting time for pretreatment, metal finishing and powder coating. Huge improvements in technology don’t come along every day. This development has been in the works since the elimination of hex chrome, but it has finally arrived! Good luck, and do the proper testing to gain this jump in performance and technology.
REFERENCES
- “DIP Conversions Creating Excitement in Finishing” parts I & II, Powder Coating Magazine, March/April 2007.
BIO Brad Gruss is an independent consultant with Pretreatment & Process, LLC., Ashby, Minn. The company specializes in pretreatment training, troubleshooting, manufacturing, mechanical maintenance, and chemical audits, as well as washer process development failure analysis. Gruss has been serving the metal finishing industry for 35 years in capacities ranging from quality control, manufacturing, technical support, sales and marketing management, to being an owner of a chemical pretreatment company. He received his BS and BFA degrees in Business Marketing from Mankato State University. Gruss was elected to the Society of Manufacturing Engineers SME/AFP (Association for Finishing Process) board, served six years and was Chairman in 1996. He is also a member of the Powder Coating Institute and the Chemical Coaters Association International. He may be reached at (218) 747-2320 or via e-mail: bradgruss@hotmail.com.
ACKNOWLEDGEMENTSThe following individuals were consulted for this article:Ted Schlosser, Bulk Chemicals; Gary Nelson, Chemetall; David Chalk, Galaxy/Fremont MPLS; Terry Giles, Henkel; and Ken Kaluzny, Coral Chemicals.




