


Background. An upstate New York manufacturing company (Company XYZ) has a captive plating shop with hard chrome, black oxide, and copper plating processes.
The chrome, copper and black oxide plating lines all have rinse tanks to remove any heavy metal residue or other chemicals as parts move from tank to tank. Since regulatory requirements limit the amount of dissolved heavy metals and other effluents that can be released into the sewer system, Company XYZ also has in-house wastewater treatment capabilities to remove dissolved metal from their rinse water. Their method for accomplishing wastewater treatment was changed dramatically in early 2011, resulting in plating process improvements and electricity reductions. Overview. Company XYZ worked in collaboration with NYSP2I (New York State Pollution Prevention Institute) on a Lean, Energy & Environment assessment which resulted in an opportunity to convert their rinse waste processing in their plating lines and chrome exhaust scrubber. This consisted of eliminating the existing electro-precipitation process and moving to a reverse osmosis, deionization system (RO-DI). The results were consistently cleaner rinse water, reduced electricity use, and reduced maintenance on the chrome exhaust scrubber. The annual electricity savings, scrubber maintenance savings, added cost of resin column generation resulted in a net annual savings of $21,627 with an expected simple payback of 2.5 years (after the NYSERDA capital rebate of $25,000). Total capital cost, including new equipment purchase and old equipment removal, was approximately $80,000. Lean, Energy & Environment (LE2) Approach. A Lean, Energy and Environment (LE2) approach was used to identify environmental and energy savings for Company XYZ. LE2 combines two programs previously developed by the U.S. Environmental Protection Agency; the Lean and Energy program, and the Lean and Environment program. The Lean and Energy program offers practical strategies and techniques to Lean implementers about how to improve Lean results while reducing energy use, costs, and risk. Similarly, the Lean and Environment program offers practical strategies and techniques to Lean implementers about how to improve lean results while achieving environmental performance goals. LE2 combines both of these programs into a single assessment program. Energy waste and material waste are non-value added aspects of manufacturing just as much as labor waste. The use of all three aspects of manufacturing allows a company to find significant waste across their entire manufacturing process by combining labor, materials, energy, and environmental components to each process step. For Company XYZ the primary focus of the LE2 was on the energy and waste aspect of their plating operation and less on the lean aspects of the operation since energy and environmental issues were dominant. Partial capital funding and engineering funding was provided by a combination of funds from the New York Department of Environmental Conservation (engineering funding) and the New York State Energy Research and Development Authority (capital funding assistance).
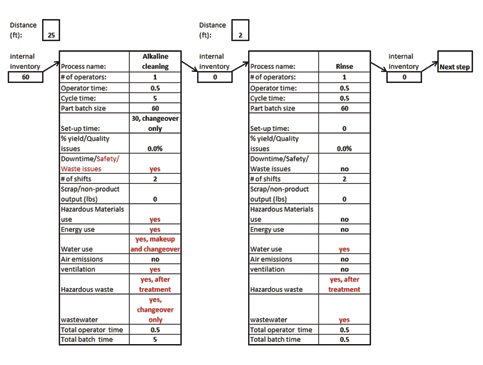
Figure 1 is an example of two plating process steps using lean but also including energy and environmental items. Lean typically focuses on operator time, distance of part travel, lags between operations, scrap, etc. Figure 1 shows the energy and environmental opportunities in red. For energy, there are direct electrical costs associated with ventilation fans and tank heating. There are indirect costs associated with heating or cooling of make-up air from the exhaust ventilation. There are secondary energy costs not shown in this example for pumping wastewater to waste treatment, wastewater mixing, and sludge presses that would be typical of a plating operation. There are costs of hazardous materials used in the alkaline cleaning operation such as the purchase costs, protective equipment for operators, neutralization chemicals in wastewater treatment, and sludge disposal as a hazardous waste or regulated waste. Finally, in the rinsing process there is the cost of water in purchasing, sewer charges, and treatment and testing costs before disposal to sewer. Original Rinse Water Treatment Process and Associated Costs. Company XYZ’s original rinse water treatment to remove dissolved metals was with electro-precipitation. Electro-precipitation is a technology using a combination of oxygen from air and electrochemical reactions at the anode and cathode that causes dissolved metals to precipitate out of solution and form a sludge. The process does not require chemical additives, unlike other methods of treating dissolved metals. Company XYZ would recirculate the treated water back through their rinsing system and their scrubber until sufficient salts built up in the water to cause rinsing problems. The system used significant amounts of compressed air to oxygenate the water and significant electricity, both for pumping water through the system and for the precipitation electrodes. This system also treated the scrubber water from the chrome exhaust system in the same way. Chrome mist from the chrome plating tanks was captured by the scrubber water. This scrubber water required treatment in the same electro-precipitation system to remove the chromium. The total energy consumption of the electro-precipitation water treatment was 192,196 kWh per year at a total electricity cost of $16,041 per year. The annual cost for disposal of the hazardous sludge from the electro-precipitation process was approximately $7,900.
Another cost was scrubber ball disposal twice a year due to biofouling associated with high mineral and organic content of the recirculated electro-precipitation water. The electro-precipitation process cannot remove organics and the acid and alkaline rinses produce salts, which also cannot be removed by this process. The cost of scrubber cleanout labor, scrubber ball replacement, and scrubber ball disposal as hazardous waste was approximately $22,400 per year. Therefore, the total costs associated with the electro-precipitation process were $46,341 per year.
The original electro-precipitation treatment process had the following electricity consuming components, which ran 24 hours a day and 7 days per week:
- (3) 1 HP Water Circulation Pumps
- (1) 2 HP Water Circulation Pump
- (1) 1 HP Reactor Pump
- (1) 1 HP Filter Pump
- (1) 5.8 HP Sludge Blower
- Compressed Air (from main system)
- Electrode rectifier
The electro-precipitation allowed salt and organic build-up so the rinse water system was drained and replenished on a regular basis to keep the contaminant levels down. Due to this drain-and-replenish cycle, the rinse water quality gradually degraded after the replenishment process. Therefore, the rinse water had to be monitored to prevent poor rinsing of parts and chemical contamination of the plating tanks by dragout from the rinses. New Rinse Water Treatment Process. The new process starts with a reverse osmosis system to pre-treat the incoming city water. This water serves as make-up water for tank evaporation and tank changeovers. An RO system (reverse osmosis) has a membrane that is permeable to water and a small percentage of ions, typically less than 5% of the total ion loading. The primary purpose of the RO system as a pre-treatment for Company XYZ is to remove the hard water ions such as magnesium and calcium before this water is used in the various plating line tanks. If the city water was used directly in the plating rinse tanks, the magnesium and calcium would be removed by the ion exchange system but would needlessly reduce the life of the ion- exchange resins. Figure 2 shows the RO system at Company XYZ. It should be noted that a typical RO system is about 50% efficient since it relies on pressure to push the pure water through the RO membrane (against the osmotic pressure), leaving the hard water ions behind. Therefore, 100 gallons of incoming water produces about 50 gallons of low ion water and 50 gallons of high ion wastewater.
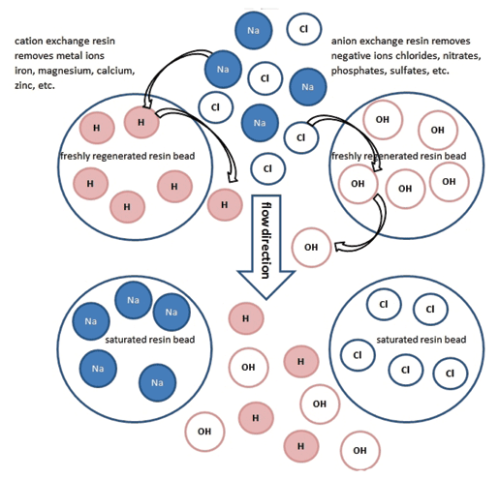
Each rinse tank and the chrome exhaust scrubber have dedicated sets of ion exchange columns (DI) to remove dissolved metals and other ionic impurities as the water in each system recirculates through the tank and the columns. The pump on each DI tank is very small, resulting in low electrical use. The DI units start with particulate filters followed by carbon filters for particulate and organic material removal. Next, water is passed through the DI columns to remove the dissolved metal ions and other cations and anions. These columns eventually become saturated with ions and must be sent out for regeneration where the ions are stripped off the active sites on the DI resin and are ready for another cycle of use. Only the DI columns used for the chromium and copper plating rinses go out as hazardous waste compared to the previous process where the sludge from all the tanks went out as hazardous waste since there was no rinse water segregation. Figure 3 shows schematically how the active sites on the DI resin beads act to pick up anions or cations from the rinse water.
The DI systems remove the metal ions from the plating tank rinses and the metal ions and salts from the cleaning rinses and acid rinses. Regenerating the ion exchange columns is the means of removing the metals from the resin columns and allows the columns and resins to be reused. There are transportation and treatment costs associated with each column regeneration and costs approximately $300 per DI column regeneration. Figure 4 shows one of the skid-mounted DI systems at Company XYZ used for one of the rinse tanks. Since the column regeneration costs are a major portion of the new system’s operating cost, conservative estimates were used to determine the DI tank life. All the DI tanks have lasted longer than the estimates. There was one startup issue that caused the scrubber DI tanks to have a much shorter life. Fine “silt” from the scrubber was being flushed out during startup and caused physical plugging of the DI tanks. After the initial purge of the scrubber, the tanks no longer had problems.
The electricity utilization of the new system is almost an 80% reduction compared to the old system, primarily due to the elimination of compressed air and the overall reduction in pump sizes. Table 1 summarizes the electricity use of the old electro-precipitation system compared to the new system.
The RO-DI treatment process has the following electricity consuming components which run only during plating line operation (24 hours-6 days/week):
- (7) 1/4 HP Rinse Tank Water Recirculation Pumps (small tanks)
- (1) 1/2 HP Rinse Tank Water Recirculation Pump (Chrome)
- (1) 1 HP Cleaning Tank Recirculation Pump
- (1) 5 HP RO Pump
Although the RO pump is relatively large compared to the other motors (5 HP), it is utilized approximately 50% of the time compared to the old system’s large pump (5.8 HP) which ran continuously.
| Electricity Costs: Original Water Treatment System Compared to New RO-DI System | ||
| kWh/year | Cost ($/year) | |
| Total Electricity Consumption by Electro-Precipitation | 192,196 | $16,041 |
| RO/DI System | ||
| RO/DI Water Treatment System to Replace Electro-Precipitation | 37,517 | $3,114 |
| Total Electricity Saved | 154,679 | $12,927 |
| Cost per kWh is $.083 (blended cost) | ||
| Table 1. Annual Electricity Savings |
| Annual Costs ($.083/kWh) | |||
| Original Electro-Precipitation | New RO-DI | Net Savings | |
| Electric, pumps, etc. | $7,160 | $3,114 | $4,046 |
| Electric, compressed air | |||
|
Sludge Disposal/Column Regeneration |
|||
| Scrubber Maintenance | |||
| Totals | $46,341 | $24,714 | $21,627 |
| Table 2. Summary of operatiing costs, old system, new RO-DI system |
CONCLUSIONS Table 2 is a summary of the costs and operating expenses associated with the original system of water treatment using electro-precipitation and the operating costs associated with the RO/DI system. As shown, the main operating expense of the new RO/DI system is the cost of regenerating the DI columns, estimated at $12,000/year since the system has been running since April 2011. This new expense is offset by the reduced electrical use both in pump motors and in compressed air use (savings of $12,927/year) along with the elimination of sludge disposal ($7,882/year). Scrubber maintenance costs are expected to go down by 50-75% (from every 6 months to up to two years between maintenance cycles) due to a reduction in biofouling by reducing organics in the scrubber water.
The combination of environmental improvements, including elimination of hazardous sludge waste and reduction in electricity consumption, resulted in a total annual operating cost savings of $21,627 for Company XYZ. The simple payback after the NYSERDA rebate is expected to be two-and-half years. The overall process control of each rinse tank is much easier with a simple DI tank exchange after the tank reaches saturation. Overall rinse water cleanliness is noticeably better, with even the chrome rinse tanks being clear rather than yellow from the chromic acid dragout. ACKNOWLEDGMENTS Funding for this research project was provided by the New York State Pollution Prevention Institute (NYSP2I) through a grant from the New York State Department of Environmental Conservation (NYDEC) and the New York State Energy Research and Development Authority (NYSERDA). Any opinions, findings, conclusions or recommendations expressed are those of the author(s) and do not necessarily reflect the views of the Department of Environmental Conservation. NYSERDA has not reviewed the information contained herein, and the opinions expressed in this report do not necessarily reflect those of NYSERDA or the State of New York. BIO Mr. David Fister is a senior staff engineer at the New York State Pollution Prevention Institute at Rochester Institute of Technology. Fister gained 17 years’ manufacturing experience in light industry before he joined RIT. He worked for four years in Manufacturing Technology at Eastman Kodak and 13 years at Bausch & Lomb in various areas of manufacturing and research. Mr. Fister has worked at RIT for 11 years. He has industrial experience in plating, powder coating, parts cleaning, metallurgy, water purification, and water recovery. He has been part of the New York State Pollution Prevention Institute since its inception three years ago. Recent work has focused on parts cleaning in manufacturing, methods of improving water use, plating waste minimization, and energy optimization in cleaning, drying, and curing operations.



