


During this furtive economic recovery, captive and independent finishers face the need to increase capacity, improve quality, and reduce resource consumption as rising production volumes stretch a downsized industrial base. This challenge is the result of wholesale market consolidation and continued global competitive pressure. Unfortunately, recently imposed government banking controls limit capital availability and the option to purchase new machinery no matter how strong the business case.
With many new installations out of the picture for the short term, the too-often employed lowest cost solution is simply to increase demand on already stressed human/machine resources. This is risky given the operator-sensitive nature of the finishing business and finicky, well-worn machines. A better choice is targeted investment of carefully engineered upgrades designed to enhance existing plating, anodizing, coating, and other types of finishing systems.
Jessup Engineering,1 known as a leading manufacturer of programmable hoists and turnkey finishing systems, responded to customer demand for cost-effective, incremental machine improvements. Every customer installation requires careful analysis to fully understand, engineer, and prioritize improvement opportunity. Partnership work teams establish targets, and the customer selects the most cost-effective solution for each machine. Over the past year, the following upgrades achieved specific productivity goals for Jessup customers’ existing plant and equipment.
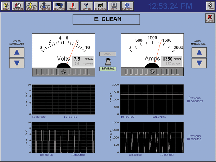
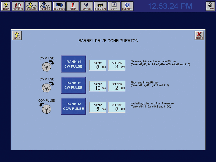
- An intuitive touch screen industrial personal computer/human machine interface (PC/HMI) is the heart of every Jessup controls upgrade (Figure 1). Available with single-touch toggled bilingual language format, it displays system overviews, recipe options, hoist programming, load/unload monitoring, process functions, load tracking, fault diagnostics, and pre-programmed maintenance schedules. For convenience, it also includes imbedded drawings, schematics, operations manuals, and spare parts lists. Control features include monitoring and control of hoist equipment, process tanks, and accessory equipment. Quick scan input devices may include bar code or radio frequency identification (RFID) technology. PC-controlled programmable logic controller (PC/PLC) systems provide load-by-load output data in a simple comma separated variable file (CSV) format for interface with customer quality and business management systems through Ethernet communications. Performance monitoring includes shift reports for total time and cycles, automatic vs. manual operation, load/unload delay, and fault data. To speed correction of unexpected stoppages, the control system provides automatic system diagnostics. Detailed screens display fault location and actions needed to quickly restore production. Internet-based remote monitoring expedites troubleshooting and repairs.
Specific screen pages may include:
- System overview, including hoists, tanks, carriers, etc.
- Alarm history provides a view of recent alarm information.
- Hoist programming requires no programmer or special devices.
- Machine diagnostics provides detailed fault information.
- Service reminder recommends maintenance procedures.
- System security requires login and password for access.
- Shift report provides machine performance data.
- Tank detail includes time in tank and load identification.
- Barrel drive controls rotation or oscillation
- profiles.
- Recipe management allows 10,000 discreet processes.
- Bar code or keypad interface for recipe input.
- Load-by-load data capture, storage, and export.
Except in cases where simple fixed process cycles run, or where machine management and data recording is unnecessary, PC/HMI operation of finishing systems is standard for all new machines. Retrofits are easily accomplished. They often include machine position sensors, rinse water control systems, and programmable chemical feed pumps. Machine monitoring, management, load-by-load data recording and paperless quality management features offer quick return of customer investment.
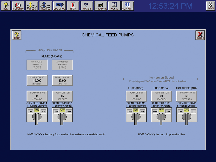
- Programmable, recipe-based individual cell rectification enables precise, repeatable plating thickness for every load regardless of part count for rack plating, or weight for barrel plating operations (Figure 2). This PC-driven feature derives and calculates surface area data from a customer-supplied lookup table on a discreet part number basis. Operator entered load data assures precise amp square foot (ASF) delivery for rack plating systems. Barrel weight is verified directly by load cells by either addition or subtraction methods. This assures correct ASF delivery for barrel plating systems. Installation of individual rectifiers integrated with a PC/HMI recipe-driven controls make over- and under-plating a distant memory.
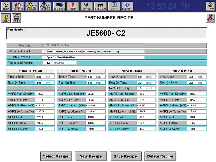
- Programmable chemistry replenishment reduces operator workload and improves quality by reducing fluctuations in process baths. This recipe-driven feature assures precise additions based on PC-tracked production information. The goal is to dampen the bath concentration saw-tooth effect common with manual addition practices. Precision control is available only by an integrated PC/HMI. The control screen allows external adjustment of replenishment volumes at any time during machine operation (Figure 3). Installation of PC/HMI-driven chemistry management controls will improve quality and reduce operator addition errors.
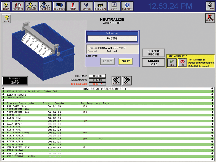
- Programmable load-by-load rinse water replenishment allows optimization of water consumption on an individual part number basis. This feature enables experimentation with the minimum rinse water volume necessary to assure quality processing. The goal is to minimize total rinse water usage, thus reducing wastewater treatment volume and associated chemistry consumption. Precision control is available only by an integrated PC/HMI. The control screen allows separate replenishment volumes for full or empty loads, further minimizing rinse water usage (Figure 4). Installation of PC/HMI recipe-driven rinse water controls will immediately reduce rinse water consumption compared to constant flow rinse water replenishment systems.
- Variable plate time programming for multi-process machines allows multiple immersion times and cycle options while maintaining repeatable process parameters. Production rate remains fixed to take best advantage of material handling equipment. The Jessup variable plating time process accepts work with differing plating tank immersion times while retaining predictable and repeatable process times in other areas of the machine (Figure 5). Immersion times are a multiple of the machine cycle time. This approach guarantees repeatable plating at a constant production rate. Load/unload operations and external logistics remain unaffected. Also available is process cycle re-engineering to speed changeover between processes. This becomes increasingly important as the industry shifts to smaller lots, which require more frequent break-in sequences. Retrofit hoists, controls, and variable plate time programming eliminate guesswork and operator sensitivity associated with older simple-cycle multi-process finishing systems.
- NADCAP & ISO quality system capable automation is assured with PC/HMI over-the-top and appropriate sensor technology monitors, controls, and records critical quality control information. Data such as tank temperatures, immersion times, rectification, pH, conductivity, barrel rotation or oscillation speed and/or duration, chemistry additions, and rinse water usage is collected and stored on a load-by-load basis. Further, data is exported to the customer data highway for upload into quality management database. This system creates truly paperless quality control. The Jessup PC/HMI system captures more data than end-user customers require. The finisher’s quality control department will have access to current and historical trend data never before available.
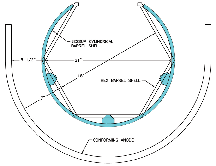
- Jessup cylindrical barrels can offer 17% increased capacity and 12% better work-to-anode relationship compared to hex barrels for more productive plating. More consistent anode-to-work relationship improves plating efficiency (Table 1). The drawing and comparison chart clearly illustrate capacity and work-to-anode differences. Jessup plating barrel design features include: a one-piece cylindrical shell; tongue-and-groove, double-welded construction; integrated, heat-fused tumbling ribs; CNC drilled or slotted perforation patterns for shorter drain dwells; and knob or quick-change inside-out style load-locker covers (Figures 7 & 8). A machine specific tab-lock design is also available for Jessup robotic cover handling systems used for fully automated bulk load/unload systems.
- Jessup cylindrical barrels retrofitted to your plating line can deliver 17% more production with no other machine changes compared to hex barrels. The example 60-inch-wide barrels fit an identical workspace anode. Run at 12 loads per hour (LPH), the Jessup barrel delivers 8.16 more cubic feet. At 20 hours per day, this equates to 163.2 more cubic feet. If this machine runs 240 days per year, the difference is an incredible 39,168 cubic feet more production delivered on an annual basis by installing Jessup barrels! Jessup barrels are also available with center partitions, enabling large machines to process smaller lot sizes. This feature assures optimum machine utilization and maintains critical workload separation when combined with divided load/unload systems. PC over-the-top controls track, record, and export separate data for part numbers run simultaneously to a customer data highway for paperless quality control management and reporting. Partitioned barrels add small lot flexibility to large capacity machines.
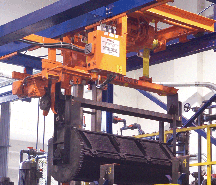
- The Jessup single-point set-down superstructure design incorporates fixed drive gear engagement (Figure 9). This eliminates ratcheting associated with designs using adjustable gear mesh. It also reduces wear and tear on motors, drives, and associated components by eliminating superstructure rock common to multi-point set-down designs.Delicate parts suffer from one-process-fits-all rotation management. Recipe-driven control of barrel rotation and/or oscillation with a PC/HMI enables gentler treatment of sensitive parts (Figure 10). If new barrels and superstructures are part of a customer upgrade plan, the single-point set-down design and individual barrel control is a welcome improvement when integrated along with new drives and saddles.
- Hoist-mounted barrel drives engage in the up position, allowing barrel rotation during the process cycle (Figure 11). Programmable speed and duration dramatically reduce drag-out induced carry over by draining work directly over the process tank. This feature is especially important for parts known to cup solution. PC/HMI controlled up rotation combined with rinse water management reduces water consumption, waste treatment, and chemistry usage. Up-barrel rotation is mandatory for critical resource reduction needed in today’s highly competitive finishing environment.
- Hoist and motion control upgrades such as high efficiency VFD controlled Energy Star-rated Eurodrive motor/drive combinations for electrical energy savings. Smooth-operating, corrosion-proof belt lift conversions replace older wound wire cables. This dramatically extends hoist lift maintenance intervals. Full-length, non-contact absolute linear encoders allow faster hoist operation with smoother motion profiles eliminating rack or barrel shake (Figure 12). Together they improve machine productivity and operator safety. Finally, extremely durable overhead cat-track wire ways eliminate the more sensitive exposed festooning umbilical cables. Multiple hoist improvements reduce energy consumption and create faster, smoother motions, thereby reducing wear and improving safety for finishing systems.
CONCLUSION If your company is capital constrained for any reason, the best option to remain competitive is to improve existing equipment incrementally until the economy supports a new machine purchase. Clearly, there are many options available for older finishing systems. Whether load/unload equipment, new controls, or hoist automation, Jessup offers productivity improvements priced to fit any budget. REFERENCES
- Jessup Engineering formed in 1971 to manufacture automated hoist systems for the metal finishing industry. Over the past 39 years, customer demand drove Jessup to become a turnkey finishing system provider, delivering hoist automation, system components, and peripheral accessories. With more than 630 systems incorporating 1,250 hoists and countless conversions installed, the Jessup team has the experience needed to integrate an ever-increasing array of mechanical, hydraulic, electric, and electronic upgrade components. We believe in a long-term customer focus and support, exacting quality, and on time start-up. In-house mechanical, electrical, controls, parts and service support originates from our Rochester Hills, Mich., location. To learn more about Jessup Engineering products and services, go to www.jessupengineering.com or call to schedule a visit.
ABOUT THE AUTHOR Timothy J. Kurcz, director of sales for Jessup Engineering, is also responsible for market and product development. A member of the surface engineering community for 33 years, his experience includes process automation for adhesives, sealants, coatings, electrolytic and electroless plating, fluorescent penetrant inspection, cleaning, passivation, dip-spin, electrocoat, and autophoretic paint coatings. Kurcz can be reached at (248) 853-5600 or via e-mail at tkurcz@jessupengineering.com.




