
In this article I will try to capture the questions/answers related to properly analyzing your spray booth and finishing needs. This might be much less painful than actually having me visit your facility on a sales call.
The best place to start is to find out what your needs are and recommend a solution that best fits those needs. If you know exactly what you want, we can quote what you are looking for. But a good sales person should still try to understand the motivations of the customer so we can possibly make a better recommendation.
As industry specialists, the sales engineers visiting your facility draw on many alternate versions of installations and equipment arrangements to find the best solution. And if properly scheduled, we are also good for lunch.
This is meant to be a check list and/or a place to start when you want to put in a spray booth and some of the related finishing equipment. Sizing your booth
- The permitting process
- Function
- Climate control of the booth air replacement
- Material storage
The questions below all deal with understanding the needs of the customer. You will notice that the first set of questions below don’t ask about paint booths or ovens. The questions ask about the product, coating, process, shop, budget, and time frame.
PRIMARY CONSIDERATIONS Why are you looking to buy the equipment? Is it to a) comply with regulations? Or are you b) bringing the painting in house because of quality, cost or lead time issues? Perhaps you are c) replacing old equipment? Or maybe you are d) increasing production?
Why do we care about the above? So we can target any particular regulations. Or if you are bringing the coating operation in house, location and storage of coatings may be an issue. All questions are simply trying to find the right solution for location – new or existing, faster production – may require an oven or material handling.
What are they painting?
- What is the largest part?
- What substrate is being painted?
- How many parts will you be finishing (per day, per year)?
- What finish quality is required?
- What is the coating? Solvent based, water based, or powder?
- How do you clean the part?
How is the customer going to run the painting operation?
- How are the parts going to be moved into the booth—and do you need a conveyor?
- How many coats are going to be applied?
- How many painters in the booth painting at one time?
- How many hours per day are they painting?
- How is the paint going to be dried—should we quote a high temp cure in the booth or an oven to force dry the coating?
What is the customer's building like?
- Where in his shop are they going to do the finishing?
- How much floor space do we have for the equipment?
- Does the building have unusual features (multiple stories, cranes, etc.)?
- Can exhaust ducting go through the roof?
- What is the roof height and is it pitched or flat?
- Are there low beams, columns or pipes that may be in the way?
- Does the customer have natural gas service and 3-phase electrical power?
A few more key questions:
- Do you have money budgeted for this project? How much?
- Will you install the booth?
- A recommendation for the correct type of equipment should be made only after gathering the information regarding the customer’s needs, time line, operations and budget are understood.
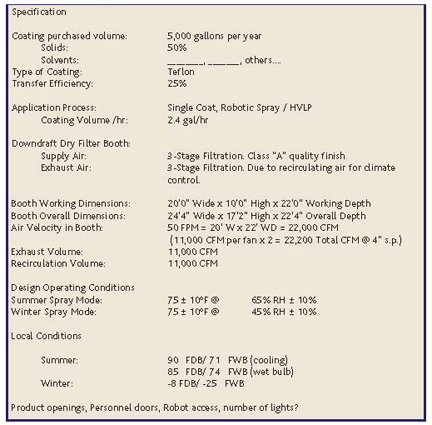
What we learned. We learned that the part is a long narrow part with lousy transfer efficiency with a very sensitive/expensive coating. Isn’t that great, most of the coating goes to the overspray collection. This system needs 3-stage filtration of exhaust and the supply air will also be 3-stage.
Due to coating requirements the supply air must be dehumidified to meet specification. Downdraft airflow for cleanliness, recirculate 50% of the air with in the booth to provide better control and lower costs. Add LEL detectors to keep the booth safe as well as other design features.
Spray volume 5,000 gallons per year will be automatically applied using a robot with HVLP atomization and expected transfer efficiency of 25% at best. So, let’s ensure the booth air flow and environment is correct so as not to make the process more expensive. SIZING YOUR BOOTH Around your product. Pick the largest part (a part could be hanging on a conveyor, or it could be a city bus, or a railroad equipment) you want to design your systems around. Will it be painted with people walking around the part? Then you need a minimum of 3ft to 5 ft. clear around the part. Will you be using lifts to move your painters? Then you need 4ft to 6 ft. Do people need to move between the part and the lift? What if the lift is between them and the exit door? And there is a fire? Maybe we put in extra doors instead of making the booth larger? As larger means more energy usage and capital expense.
Do operators/painters need to get over the top of the parts? A personnel lift is an excellent tool and safest way to elevate your people in a large booth. The platform must be limited to 7 ft. from the top of the booth. So if the part is 20’ high, and we need to clear it by 2 ft. the 20’ + 2’ + 7’ = an interior booth height of 29’.
Booth size is directly an impact of energy consumption. The booth size needs careful consideration. Around your process. What is the area you have allowed for the new equipment? Space to store materials? Paints and solvents must be stored in the correct cabinets and or mix rooms. The standards have changed on storing and mixing, proper ventilation and containment of vapors or spilled materials.
If the local inspector doesn’t catch it then your insurance inspector might. A small solvent spill + a little debris + a static spark may = a fire. How bad or severity of lose will depend on how well you have kept house and fire prevention training. Within your space limitations and budget. Type of Filtration - Quantity of paint sprayed. How much paint or coating will be applied on a per shift basis? Do you want to shut down production to change filters? Or should you consider a water wash booth.
Over spray may be captured with dry filters or in a water wash booth. Water wash booths are generally used in very high production systems where large volumes of paint are sprayed and would require booth shut down mid shift, for filter change out. Water wash is recommended for customer spraying nitrocellulose lacquers or other coatings that are subject to spontaneous combustion.
Dry filter is less expensive to install but the cost vs. volume of material sprayed, maintenance issues, disposal, and safety should be analyzed. In the long run a water wash booth may be a better choice. Transfer Efficiency. How efficient is your application equipment? Bad efficiency leads to more wasted paint, which ends up in the overspray collection system. The booth air velocity should be “just right.” What is just right—sufficient velocity to remove overspray away from the newly finished product but not of a velocity so high that it inhibits the coating actually getting on to your product, i.e., transfer efficiency. Hours of Production vs. Maintenance time. If this is a high production system, or critical operation, maintenance is a problem? Design your system for operating at low maintenance at least during production. Water wash booths are excellent for operating on a more continuous basis without being shut down. The key is an excellent chemical program to de-tackify the paint and a sludge removal system to remove residue. This type of booth has a lower fire hazard and if done correctly less waste/residue by volume, by eliminating the dry filters. Energy Consumption / Energy Recovery. One of the driving factors in any of the equipment for a finishing system is energy efficiency, cutting unnecessary waste when not in operation, and recovery of heat or cooling energy that has already been paid for.
Figure out how much your energy costs per, gas–therm, electricity–KWH, steam, or chilled water. Whatever the source of energy you use to there are some simple very inexpensive ways to cut costs.
First and foremost is proper design and sizing of your system/booth. Size is directly related to the capacity of the energy required to operate the equipment. The booth for this example will be computer controlled to provide balanced air flow of the correct humidity and temperature. And when spraying operations are paused the energy volumes will be reduced automatically.
If the application process had been manual, then consider the following: gun hanger switch so that when the painter is done and hangs up the spray paint gun; the booth timer is activated to shut down or reduce the volume to exhaust is being generated. Another option: an economizer switch in the control panel that senses that the compressed air is not being activated, then slow or stop booth fans.
The above are the least expensive ways to conserve energy hundreds of dollars to $5,000? If you want to recover expended energy, via heat exchangers or other heat recovery systems, we are easily in the $50,000 to much more capital investment. If your gas or electrical bill is $100,000 or above range, these are strong considerations or cutting costs.
Variations for the type of system are recirculating booth are to dramatically reduce exhaust and supply volumes, and heat exchangers to recover heat or cooling. (We usually ask you to be seated when we give you this pricing.) What we learned. In this information gathering procedure (sales call) we have determined the size of the booth, how the product and personnel will enter the booth / exit the booth. That it will be a down draft fry filter booth, with robotic spraying and an HVLP spray gun, part racks are automatically conveyed through the spray booth. This will be a 2 sided booth handling 2 conveyor lines.
PERMITTING PROCESS Where to Start? This is all very local. Every state and city is different. Required information will vary as well as your compliance to state and local codes. You might be in an environmental containment area. Some of the information acquired through the above analysis will be required in your permit. Info you will need to submit:
- Know your process * Clean/Prep * Number of coats applied * Where in your facility it will be installed
- Know the materials and coatings * All the different chemicals, coatings, solvents, and the quantities of each.
- State and Local Agencies to contact.
What we learned. Keep the booth clean. The inbound air is filtered twice before entering the air make up unit. 3 stage before the spraying area. Exhaust air is recirculated to reduce cost and allow control. So it must be filtered to stop overspray by pass. Filter change is a dry time in the booth and debris left behind may get on product causing rework, or in this case complete scrap of part. This system is designed for easy filter removal and cleaning. Remember to use an EXPLOSION PROOF vacuum in the booth if you use one. A vacuum fire can lead to a booth fire, then a stack fire, and so on. Safety. Booth meets all code for design and fabrication. All electrical components are UL/ ETL listed, proper fan construction for spark proof operation. Excellent over spray removal to prevent combustible deposits build-up. Since we are recirculating air within the chamber we must use an LEL detector. This will monitor solvent volumes in the booth chamber and will detect excessive solvent vapors and sound and alarm. If this happens the booth will purge with 100% fresh air. The Good Booth. The best installation is only as good as the maintenance. Train your personnel to operate the system safely. Avoid catastrophic loss. I didn’t want to use that word, not because it is too dramatic, but because it took spell check and I a few times to get it right. Keep the filters changed and the booth interior clean. You don’t want a fire and to meet the local fire department at your facility at 3AM. Believe me, I know some stories. Climate Control - Levels of HVAC. In most spray booths we generally just use a standard type of air make up units (AMU) which is a, 100% fresh air supply, direct fired natural gas burner unit. The AMU is sized for the correct volume of air at the correct static pressure and the burner is sized to overcome the coldest winter temperatures in the geographical area of the factory. Dehumidification. Dehumidification of fresh air is many times more expensive than standard air make- up units. These type of systems add to a project and double the equipment foot print. An excellent control system is required to maintain temperature and humidity setting, but also maintain air flow velocity settings and a troubleshooting program as well. Remote access via phone line or internet setting is possible for faster factory service and program changes.
High humidity can cause premature coating failure, adhesion problems, and when conditions are out of the environmental parameters, you can’t paint. Blushing in the coating is a common problem which can lead to blushing in the boss’s face because of the delay or rework required.
In this case the air must be dehumidified. We will recirculate a portion of the air to aid in system balance and to lower equipment sizes to conserve energy and lower capital costs. Hazardous Material Storage. This is a very hot topic with inspectors and insurance companies. If there is an incident, fire, and the bulk materials are then ignited, the damage and loss will be much higher. Be safe and clean with your material storage, with proper grounding, and a separate mixing area. This leads to less contamination in you coatings and lowers your fire risk. CONCLUSION The properly designed system and/or coatings operation will take into consideration the prep/cleaning of your product for coating. Speak to the coatings supplier, chemical suppliers or grit blast system providers. Also, the spray booth/finishing system supplier, robot or automation supplier, and the atomization device / spray gun supplier.
Note: We didn’t discuss the curing of coatings applied to the product (that is for a different article). Your requirements may not pertain to all of the above information, or you might require much more as well as engineering. Find a supplier who will work as a team to find solutions that meet your process and fit your budget. BIO Marty Powell is a Territory Manager for Global Finishing Solutions in the NE USA and has 30 years’ experience in the finishing industry. Holds degrees in Marketing, and Business Admin. with a Minor in Int’l Mgt. Member of CCAI and SME.





