
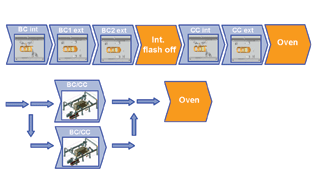

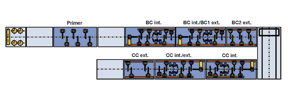
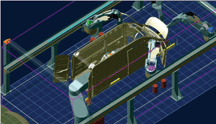
With the resurgence of global automobile and auto parts production, many manufacturing operations are either building new plans or retrofitting existing operations to accommodate the growing demand. According to Autofacts, the forecasting service of business advisory firm PwC, automakers around the world will produce 83.5 million light vehicles in 2012, up 10% from the 75.9 million vehicles expected to be made this year.1 In light of these projections, automotive original equipment manufacturers—as well as captive operations—are concentrating on energy and material efficiency combined with compact and flexible painting and automation concepts. This article explains how modular plant design can increase flexibility and reduce costs at the same time. Specifically, it weighs the pros and cons of two approaches—‘box’ vs. ‘line’ set-up—in designing a paint shop. For this article, we examined a facility in Nanchang, China, in which the coating of cars, vans, and truck cabs are all handled in one facility. At the beginning of all plant design processes the range of products to be painted and the capacity required were considered. In this particular case, it is an SUV with four model variations, 26 units per hour and 15 square meters of exterior surface to be painted. In addition, we looked at a van with 20 different model variations, 30 units per hour and an exterior surface of 20 to 40 square meters to be painted. With this type of vehicle the interior also requires automated painting, which, given its large cargo volume, requires a vast surface area to be painted. For commercial vehicles, two different processes were required: monocoat painting with only one top coat application as well as a complete triple-coating system. Obviously, this enormous variety of vehicles cannot be processed on a single production line. The standard layout of a paint shop is based on a sequential painting line (see Figure 1). The vehicles can pass through continuously or in cycles. At each station, only a part of the overall painting scope is completed. In principle, there is also the possibility to incorporate separate “parallel” painting stations to form a so-called “box” concept. The characteristic feature of this concept is to perform the highest possible painting scope, if not the complete scope, in one station. Looking at the van, the box concept seems to be the less-expensive solution. Here, a so-called “three-wet” process should be implemented—meaning nothing more than applying all three paint applications (i.e. primer, basecoat and clear coat, consecutively), without intermediate drying. The entire film is cured in a dryer only after the last paint application. Step 1: The vans first pass through a cleaning station. Next, the primer application occurs on the exterior surfaces, followed by distribution to the individual boxes. In each box the complete base coat and clear coat application is performed for both the interior and exterior. Note: Each box can be operated with a variable cycle time adapted to the respective painting task. In this way, only three boxes are required for the given capacity of 32 vehicles per hour. (A fourth box for future capacity expansion can be easily integrated into the layout.) In order to determine—quantitatively—if this was the most viable option for this scenario, a line concept designed to perform the same task, with the same boundary conditions, was applied. The first two stations, the cleaning and primer application are identical to the box concept. After that there is a series of zones that operate in stop-and-go operation. The van is then successively painted, at first inside, then outside, each time with base coat and clear coat. Almost immediately, a limitation quickly became apparent: The number of stations required is contingent on the largest vehicle, in this case a van with 40 square meters of exterior surface area and a share of 11% of total production. This means that the system is simply too large for the vast majority of smaller vehicles. The plant length, in terms of the paint spray separation system, is much bigger, and thus its energy consumption as well. Additionally, more robots are required and losses through color changes were observed. The number of robots is higher and therefore also the loss through color change. Switching gears, we looked at the viability of the box concept vs. the line concept as it pertains to the painting of cars. With four model variants, the variety is kept within limits. The painting scope and the number of process steps are similar for all variants, with interior painting performed manually. The most favorable solution in this scenario is a line concept of the simplest design: with continuous flow and fixed six-axis painting robot. A modular box concept also brings advantages even when plants are to be designed for low quantities. Interior and exterior painting can be combined into one zone in this case. For top coat processes with waterborne base coats and clear coats based on organic solvents, two consecutive stations separated by an intermediate dryer are sufficient. Given sufficient cycle times, the entire top coat painting can be done with just two painting robots per zone. Advantages include: reducing by half the painting zones as well as the number of robots; lower energy costs and less color change losses. Note: The prerequisite for this is a compact and powerful atomizer that allows a variable spray pattern in a wide range and likewise can be used for both interior and exterior painting.
SUMMARY Both concepts provide very specific benefits. While the traditional painting line is particularly suitable for high throughputs, “the box concept” offers a flexible solution for a wide range of products. In designing a highly flexible and efficient paint shop for an extremely wide range of products, the optimal solution is two different layouts united under one roof—a box concept for commercial vehicles with a high number of different variants, and a line concept for passenger cars with a relatively small range of models. Both approaches complement each other ideally.
ABOUT THE AUTHOR Dr. Pavel Svejda, is Dürr Systems’ key account manager for Ford (Indian market). He began working at Dürr Systems in 1996 as a key account manager for BMW and Magna. In 1986, Dr. Svejda specialized in research and development for the paint technology department at Fraunhofer IPA in Stuttgart. He earned a mechanical engineering doctorate in production technology from Stuttgart University in Germany. He may be reached via e-mail at pavel.svejda@durr.com.
ABOUT Dürr SYSTEMS Dürr is a mechanical and plant engineering group that holds leading positions in the world market in its areas of operation. It generates a good 80% of its sales in business with the automotive industry. It furthermore supplies the aircraft, machinery, chemical, and pharmaceutical industries with innovative production and environmental technologies. The Dürr Group operates in the market with three divisions. The Paint and Assembly Systems division supplies production and painting technology, especially for car bodies. Machinery and systems from the Measuring and Process Systems division are used in engine and transmission manufacturing and in final vehicle assembly, among other areas. The third division, Clean Technology Systems, is focused on processes to improve energy efficiency and on exhaust air purification. Dürr has 48 business locations in 21 countries worldwide. The Group achieved sales of € 1.26 billion with approximately 5,900 employees in 2010. For more information on Dürr Systems, please visit www.durr.de.
REFERENCES
- That estimate comes from Autofacts, the forecasting service of business advisory firm PwC. http://www.industryweek.com/articles/forecast_global_vehicle_production_will_surge_in_2012_25280.aspx
SOURCES Schumacher, H.: Modular Paint Box Concepts („Modshops“) in Comparison to Conventional Sequential Paint Lines. SURCAR, June/July 2011. Schumacher, H., Svejda, P.: Process Chain “Painted Car Body”. Strategies in Car Body Engineering 2011. Bad Nauheim, March 2011. Svejda, P.: Mehr Leistung bei geringerer Komplexität. JOT 3, 2010.





