

Spray booths are the leading consumer of energy in most large volume paint finishing operations. This is particularly true for the automotive paint finishing industry, where historically 40–50% of the energy required to manufacture an automobile is consumed by paint spray booths. In order to sustain a successful coatings operation, paint finishers must adapt to increasing energy costs and ever more stringent emission regulations.
Dürr Systems believes it has the equipment to address these challenges via the introduction of its EcoDryScrubber system. Set to make its North American debut at Volkswagen’s new production facility in Chattanooga, Tenn., the EcoDryScrubber system utilizes a regenerative, dry-filtration process to separate wet paint overspray from spray booth process air. According to the company, this allows for significant reductions in paint spray booth energy usage and emissions.
Since energy is mostly consumed by equipment used to handle and condition spray booth process air, one of the most effective methods for reducing spray booth energy usage is to recycle process air. By recirculating a substantial portion of air exhausted from the spray booth back to the painting chamber, the quantity of air that must be fully conditioned is significantly reduced, leading to substantial energy usage reductions.
A key advantage of the EcoDryScrubber, compared to traditional wet separation technology, is the ease in which spray booth air recirculation can be implemented. Traditional wet separations systems, commonly referred to as wet scrubbers, utilize a chemically treated water curtain to capture paint overspray particulate. While wet scrubbers have proven to be robust, reliable systems in large-volume painting operations, they have two weaknesses that may hamper air recirculation. First, although wet scrubbers can yield separation efficiencies well above 99%, paint particulate concentrations in wet scrubber exhaust air streams are far above acceptable levels for painting environments. Secondly, as air passes through a wet scrubber, the air is humidified to near saturation. In order to implement an air-recirculation scheme with a wet scrubber system, high-efficiency bag filters, as well as dehumidification equipment, must be installed downstream of the wet scrubber to further clean and recondition the process air to acceptable conditions for paint application. This additional equipment is costly to install, operate and maintain—negating a substantial portion of the energy cost savings gained by air recirculation.
The EcoDryScrubber overcomes these deficiencies through the use of a regenerative, dry-filtration process that yields near HEPA 12 level filtration, allowing for direct-air recirculation of spray booth process air without the need for additional air conditioning equipment. The EcoDryScrubber operates by directing paint-laden process air into scrubber chambers located directly below and on either side of the painting chamber, with each scrubbing chamber containing an array of porous plastic filter elements. To protect these filter elements from becoming fouled with tacky paint particles, a sacrificial layer of milled calcium carbonate is automatically applied to the exterior of each filter element (this process is referred to as “precoating”). As paint-laden air is drawn through the scrubber chambers and across the filter elements, wet paint particles are captured within the precoat layer rather than on the surface of the filter elements. Paint solid particulate continues to accumulate within the precoat layer until a predetermined pressure loss is measured across the precoat layer/filter element—at which point a “back-pulsing” sequence is triggered to release the now fouled precoat layer from the filter elements.
Next, the fouled material, which is completely dry and free-flowing, is collected and automatically removed from hoppers located below the filter elements. Virgin precoat material is then introduced into the scrubbing chamber, and the process is repeated.
The precoat process, which extends the life of the filter elements to a minimum of 15,000 hours, is completely automatic and is performed online without interruption to production or spray booth air balance. The precoat material is readily available in all industrialized countries, and the fouled waste material—typically classified as non-hazardous—can be directly recycled into cement products. Compared to wet scrubber water treatment, chemical and sludge disposal fees, the costs of supplying and recycling the precoat are 20–40% lower.
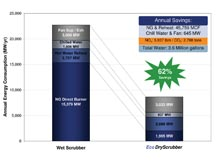
ENVIRONMENTAL BENEFITS The plusses of the EcoDryScrubber, recently named a 2010 Automotive News PACE Award winner, don’t end with energy savings. Other environmental impact benefits include reduced usage of natural resources and less air pollution. For example, through the use of the EcoDryScrubber, the new Volkswagen Chattanooga top coat spray booth energy usage will be—on average—14,000 MW/yr less (62% reduction) as compared to that of a traditional spray booth (See Figure 1). Included in this savings will be a 45 million ft³/yr reduction in natural gas usage. As the greenhouse gas CO2 and smog forming gas NOx are by-products of natural gas combustion, this reduction in natural gas usage will also reduce the facility’s CO2 and NOx emissions by 2,800 ton/year and 3,800 lbm/yr, respectively. In addition, due to the elimination of water as a scrubbing medium—which reduces process air humidification requirements—the spray booth water usage will be reduced by nearly 4 million gal./yr.
The reduced operating cost and environmental footprint benefits of the EcoDryScrubber are leading to an accelerated acceptance of the technology by large volume paint finishers. To date, 25 EcoDryScrubber systems have been sold to OEMs in Europe, China, and North America, with the top coat line of the new Volkswagen Chattanooga facility—scheduled for launch later this year with a capacity of 150,000 UPY—representing the first full car body spray booth in North America equipped with the EcoDryScrubber.
For more information, please contact Dürr Systems at (734) 459-6800 or visit www.durr.com.





