

The efficiencies of robotics designed specifically for painting—coupled with advances in powder coating application and delivery technology through the use of dense phase technology guns, pumps and controls—provides greater productivity, higher repeatability and savings in daily powder coating operations. There was a time when powder coaters would adapt large welding robots to powder coating applications. The result was costly over-sized machines that did not lend themselves well to powder booths or precise powder paint applications. Often the window or opening for the robot would need to be sized to accommodate the robot’s painting motion. This caused higher than desired open booth area and up-sized collectors to allow for the necessary booth airflows to contain powder. Since then, robot technologies have progressed at a rapid pace. Today, there are robots designed specifically for powder painting that are smaller, more cost effective and more precise with advanced part identification and controls that communicate between the powder application equipment and the robot. As a result, powder coaters achieve higher productivity, greater repeatability – and savings!
Robotics and powder coating—for greater process control and efficiency. Because of their virtually unlimited range of motion, robots are more flexible than fixed axis machines–be they single, dual or even triple axis machines. Since robots can maintain a gun-to-part distance that is more precise and flexible than fixed axis machine, they are able to contour a part as well as reach into hard-to-reach areas. This allows for more uniform coverage of the powder coating on all coated surfaces. Additionally, a robot makes the same motion every time for each and every part, translating into less variability of the coating than if coated with a manual powder gun. Some might ask, then–what if the part is not hung correctly or the same way every time? Fortunately, there are robots available with sophisticated part identification that can sense if a part to be coated is misaligned. In fact, robot controls when combined with powder system controls cannot only sense part orientation but can also sense part type and shape. This makes it possible for both the robot to know what motions to make and the powder gun to know what application parameters to use. In other words, part identification information can be sent to the powder gun controller such that the correct presets for powder flow and electrostatic control match the part to be powder coated. This same sophisticated part identification technology allows the robot to then powder coat the same parts with precise robot arm speed, repeatable motion and consistent gun-to-part distance parameters that are both optimized and harmonized with the powder coating equipment application settings. This translates into consistent and repeatable part quality that eliminates powder waste, minimizes rejects and rework, and reduces cycle time when compared to manual powder coating operations. The greater repeatability that is achieved through robotics—when coupled with dense phase powder coating delivery and application equipment—delivers even greater levels of productivity and more savings than would otherwise be achieved with conventional methods of moving guns (fixed axis or manual operator) and venturi pump powder delivery and application equipment.
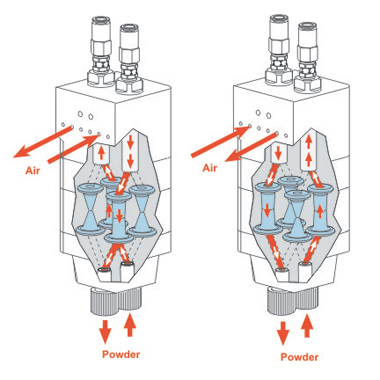
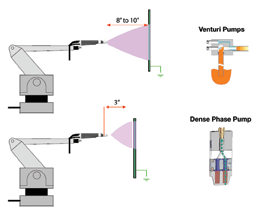
Dense phase technology and robotics—for greater application control and efficiency. So, what is dense phase technology? It is essentially dense phase powder pumps, guns and controls that are superior to venturi powder coating equipment and all other dense phase powder equipment on the market. Previously, automatic powder guns with conventional venturi pumps could not paint fast enough, or effectively enough, to take full advantage of robotic technology. However, the advent of dense phase powder pumps and spray guns has created a perfect match for the speed, accuracy and repeatability of today’s painting robots. Dense phase technology was born of the need for 20-second color changes, hundreds of colors on a powder coater’s color palette, and same day shipments–therefore, the need for many color changes not only within a single 8-hour shift, but within a single hour. Dense phase technology was initially developed for North American office furniture manufacturers that were spraying hundreds of different colors and needed to ship complete office sets (desk, chair, file, drawers, etc.) the same day they received an order. They eventually determined that it was less costly to throw powder away than to have any amount of significant downtime for color changes. These same customers were also running line speeds as fast as their conventional powder equipment would allow them—in order to coat as much product as possible. This was initially achieved by manually switching air and powder lines between multiple hoppers with different colors, equipped with venturi pumps and manual powder spray guns. However, venturi pumps did not lend themselves well to powder coating at high line speeds because so much air was required to propel the powder—propelling much of it past the part when the air flows were turned up to achieve greater powder flow in order to accommodate higher line speeds. It was here that a “dense phase” delivery pump was developed (Figure 1). This pump was designed to deliver more powder at lower velocities because it was more of a metering pump with two chambers. The first chamber with two valves would pull the powder in with vacuum and push the powder out with pressure. The second chamber would operate similarly but its timing would be opposite that of the first chamber, such that when the second chamber applied pressue, for example, to push powder out—the first chamber would apply vacuum to pull powder in. Alternating cycles resulted in smooth dense powder flow with no pulsing and very little air to propel the powder. This was a quantum leap for powder delivery and application equipment—providing higher transfer efficiency with less overspray—allowing powder coaters to increase line speeds and, in some cases, even eliminate manual gun stations. Not visible to the naked eye is the ability of dense phase technology to charge powder better due to the lower powder velocity and the increased relaxation time of the corona charge. In other words, more powder at a lower velocity means that more powder has a greater time to attract a charge as it passes through the corona field in front of the powder gun. When compared head-to-head with a manual spray gun and a venturi pump, the dense phase technology gun and pump will apply more powder, with fewer strokes, in a shorter amount of time. The ability of dense phase powder application to reduce gun-to-part distance stands out as being more transferable to robot painting than all other benefits. Due to the lower velocity and relatively shorter “throw” of the powder as compared to conventional venturi pump technology, the gun-to-part distance for dense phase powder coating guns becomes shorter. Please note: this does not mean that the effective fan pattern width is reduced as there is a wide range of nozzle configurations for dense phase guns that allow them to match, and in some case, exceed the maximum fan pattern width of powder guns using conventional venturi pumps. Similarly, the same features and benefits of dense phase delivery pumps that make them useful with robots also makes them perfect for use with automatic guns.
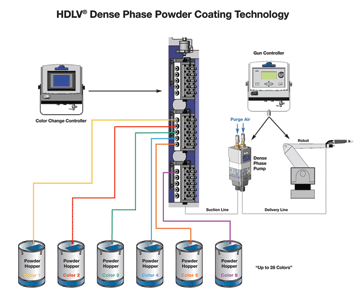
Dense phase technology and robotics—a perfect marriage of advanced technologies. As more and more powder coaters adopted dense phase technology for use with manual guns and fast 20 second color changes, it was a natural evolution to adapt this same technology to automatic guns. This was done not only for use in spray-to-waste systems, but also for use in reclaim systems that recovered the over-spray and reused it. It was determined during this evolution that the decreased gun-to-part distance that applied to the manual guns, not only applied to the automatic gun as well, but also lent itself very well to the combination of an dense phase gun on a robot. Because of the almost infinite movement and longer reach of a robot (as compared to a manual operator), the dense phase gun could track very close to the part at a high speed, resulting in exceptional powder uniformity, better standard deviation of film build, reduced over-spray, and reduced cycle time. Coupled with AFC (automatic feedback control) current limiting technology, this allowed the robot to not only contour the part quickly, but to reach back into cavities and coat them uniformly without bounce-back due to the low velocity of powder and without defects caused by too high of a current. When a powder gun is at its optimum distance from the part–the effective charging voltage of the powder is optimized and current draw is low. When the gun-to-part distance decreases, effective voltage also decreases and the current increases. This causes a defect on the powder coated surface of the part commonly known as back ionization. In the case of cavities, this can result in what is known as the Faraday Cage Effect, resulting in poor powder coverage of the surface of the cavity. Dense phase with its low powder velocity and the resulting reduced bounce back—coupled with AFC current control—makes it the perfect match for use with robots for all powder coating applications. This is especially true for those that require frequent color changes. Because dense phase pump is purge-able in both directions, the powder delivery line can be cleaned quickly and effectively. When coupled with “color-on-demand” technology, dense phase technology provides automatic color changes in less than 20 seconds. When combined with automatic gun presets that control application parameters—such as powder flow and electrostatics (KV and AFC) for each and every part as well as each and every powder—powder coaters now have the ultimate tool for productivity and flexibility in their powder coating operations. Office furniture manufacturers in Japan have been using dense phase technology, robotics and color-on-demand technology for several years now to powder coat effectively and change colors quickly using multiple dense phase guns on a single robot—and sometimes using multiple robots on the same booth. Additionally, dense phase technology is not limited to organic powders. It can also be used to pump and spray PE (porcelain enamel) powders. An appliance manufacturer in North America is currently using dense phase guns on robots to apply porcelain enamel powder to oven cavities. In the end, these manufacturers are a testimony to the superior process control of robotics and the unparalleled application control of dense phase technology when married together. SUMMARY The benefits of dense phase powder coating equipment, when coupled with robotics, deliver advanced application and process technology. As a result, it provides increased productivity, greater repeatability–and savings!
Increased Productivity
- Faster cycle times
- Higher line speeds
- Increased up-time and reduced downtime
- Higher first pass yields
Greater Repeatability
- Reduced process variations with robotics
- Reduced powder application variations with presets (part recipes)
- Elimination of human interaction variables
Savings
- Higher first pass transfer efficiency—more powder on the part and less
- over-spray
- Reduced compressed air usage with dense phase technology as compared to
- conventional venturi pumps
- Decrease in required number of manual gun operators
- Less rework and fewer rejects




