
As air emission standards have become more and more stringent over the last 20 years, the trend toward powder coating—which typically eliminates the VOCs and hazardous waste generated by more traditional painting methods—continues to grow as we move forward into the 21st century. Contributing greatly to this growth was the early 1980’s advent of the cartridge filter recovery system, which enabled metal finishers to utilize as much as 99% of the powder paint purchased. This advancement in powder recovery technology dramatically enhanced powder coating productivity and allowed finishers to realize significant cost savings by switching from liquid to powder.Today, the cartridge filter collector is the most popular type of powder separation and recovery system in the marketplace. The focus of this article will be on the most critical aspect of this system—the cartridge filter. We will discuss the range of products available, the effect different conditions and circumstances can have on filter performance, and what types of cartridges should be selected for these various situations. In doing so, we hope to show why cartridge filters used in powder coating equipment should be viewed as something more than just a commodity.Cartridge filter replacement can be one of the larger operating expenses in a powder booth system. So to adopt an “I’ll buy what came with the system” mentality, or to choose a filter solely based on price, can be a costly mistake. Buying the lowest priced option can actually be more expensive in the long run, since there are usually some undesirable reasons why it is the cheapest item. While the service life and price of the filter determine the cartridge replacement cost, improved filter performance (i.e., higher efficiency, lower pressure drop, reduced downtime for maintenance, better quality reclaim, etc.) can have an even larger impact on the total cost of operating a powder system. Consistent airflow, for instance, is a critical factor necessary for efficient booth operation. Air velocity through the application booth should be between 100–120 fpm to ensure good transfer efficiency and to contain the powder overspray from drifting outside the booth. Selecting the wrong cartridge filter is one way to compromise consistent air flow through a system.There are a wide range of powder cartridge filter products available today—different media, various treatments, as well as customized manufacturing technologies (i.e., special gasketing, variation in pleat count, design, depth and spacing, etc.). To ensure optimum performance and value, one must consider the design capabilities and limitations of the filter, in addition to the application factors that might have an impact on a filter’s performance.There are three media styles typically used in powder cartridges: cellulose, spun bond polyester and expanded polytetraflouroethylene (ePTFE) membrane; 100% cellulose and 80/20 blend (80% cellulose – 20% polyester) are “depth-loading” media constructed with tightly packed pleats and an outer wire mesh screen for support. This is the least expensive media style available, offers only moderate efficiency, and is best suited for low- to mid-volume, spray-to- waste powder operations. Pulse cleaning cellulose cartridges can be difficult at times because the powder has a tendency to become trapped between the pleats, resulting in very high powder retention within the filter (20–45 lbs.) and more rapid pressure drop. Cellulose-style cartridges would not be appropriate for high-moisture conditions or high-volume reclaim operations, as they tend to plug up much quicker.One-hundred percent spun bond polyester is a continuous strand, “surface-loading” media that is tougher and slicker than cellulose and does not require outer screen support to maintain pleat rigidity and strength. Spun bond polyester cartridges also require 50–70% less surface area than cellulose filters to handle a given air volume. This allows for a wider pleat spacing and fuller utilization of filter media, and together with the higher efficiency that polyester provides, results in the following benefits in relation to cellulose:
- Lower pressure drop and longer service life
- Higher recovery rate of reclaim powder
- Less powder retention within cartridge (80–90% less)
- Less compressed air needed to pulse clean filters (40–60psi)
- Less downstream contamination of system and plant air
- No linting contamination of reclaimed powder or paint finish
- Better resistance to aggressive and abrasive powder (i.e., frit or porcelain)
- Superior moisture resistance
- Ability to wash and reuse filters
Spunbond polyester media also offers several specialty treatments and membrane selections to enhance filter performance in more challenging conditions:
Aluminized polyester (anti-static). This treatment coats the face of the media with a thin layer of aluminum, which dissipates the electrical charge of the filtered powder. This makes it an ideal filter for effective pulse cleaning when static electricity buildup is a concern.
Hydro-oleophobic polyester (moisture-resistant). This type of cartridge is treated with a fluorocarbon or teflon bath that provides an oil and water repellant to both sides of the media to ensure effective pulse cleaning ability in both humid and oily conditions.
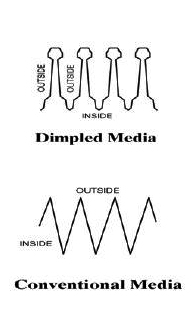
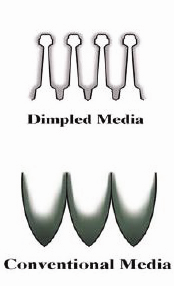
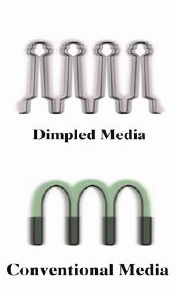
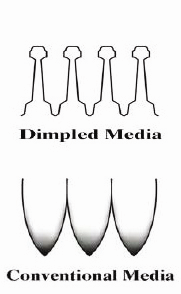
ePTFE laminated polyester (membrane). Another type of spunbound polyester, this consists of a thin membrane of expanded PTFE laminated over a polyester substrate that results in a slick and microporous surface providing 100% efficiency at 1 micron and above. Expanded PTFE membrane cartridges offer the highest efficiency and best powder release properties of any media choice in the powder cartridge market, making it the ideal filter choice for users needing to maximize the amount & quality of their reclaimed powder. PTFE cartridges also do not require seasoning, and are an effective filter option when ultra-fines or high-moisture conditions exist.Another new technology, which is available only on spunbond polyester and treated polyester cartridges, is the “dual dimple” pleat design, which imparts opposing dimples along the entire length of each individual pleat. This dimpling technology significantly optimizes the efficiency of pulse cleaning and the capacity of the filter by preventing the pleats from pinching together regardless of the conditions or dust load. (See Figures 2 through 5.) Once product options are reviewed, consideration must be given to the conditions or circumstances that make a given operation unique, since they, too, can affect the performance of cartridge filters. Possibly the biggest factor in cartridge filter selection is whether an operation is reclaiming its powder or spraying to waste. One of the biggest advantages of switching from liquid to powder is the ability to reclaim and reuse the powder once it is sprayed. This benefit is lost, however, when using cellulose cartridges since they typically retain between 20–45 lbs. of powder over its useful life that cannot be extracted or reused. Polyester cartridges, on the other hand, only retain 4–8 lbs. of powder over the life of the filter, while ePTFE membrane filters retain only 1–2 lbs! (By simply multiplying the dollar cost per pound of powder by the weight gain in each cartridge, one can estimate the potential cost savings to be realized by using polyester or membrane cartridges.)Another primary concern for powder reclaim systems is reclaim powder contamination and “linting,” which is the breaking off of fibers from cellulose-style cartridges during pulse cleaning. Lint and other sources of dirt that enter the booth air stream will not only contaminate the reclaim powder, but can also bounce back onto the parts being sprayed, causing rejects. Companies typically upgrade to spunbond polyester or membrane-style cartridges to eliminate contamination or linting issues.Some of the other key factors that should influence decision-makers to select polyester and membrane filters over cellulose style include:
- Humidity or oil/moisture in com- pressed air ”Fines” or small micron size pow- der (1-3 micron) common in reclaim systems and combination cyclone/cartridge collectors
- Aggressive or abrasive powders, such as frit or porcelain
- Heated powder, which tends to stick to filter media (i.e., pyrolytic powder)
- Polyester powder, which tends to retain electrostatic charge more than other powder types
- Wasted powder during cartridge seasoning process
- Excessive noise from having to pulse clean cellulose cartridges at 80-90 PSI
CONCLUSION Choosing the most suitable cartridge filter for your powder coating system need not be a confusing or time-consuming task. We have tried to show why this process should not be a simple search for the lowest price or quickest delivery, but rather viewed as an opportunity to reduce operational costs and substantially improve the efficiency of the powder application system. By analyzing the facts, it is clear that choosing the better quality filter will guarantee increased productivity and your peace of mind.
BIO John Walz is the manager of the powder coating and dust collection division at Chemco Manufacturing Co. in Northbrook, Ill., a major filter manufacturer in the finishing and dust collection industries. For more information on the new “dual dimple” polyester powder cartridges, call (800) 323-0431, ext 199.



