
The Fraunhofer Institute for Laser Technology ILT has developed an inline system for testing, qualifying and adjusting the focused powder jet of the nozzles of laser metal deposition machines. With this system, nozzles can be certified and the caustic characterized, the organization says. The user can also visualize and monitor the process.
According to Fraunhofer, the success of laser material deposition depends on how evenly the laser beam applies the powder since it is difficult to adjust the process parameters, such as the speed and volume of the powder feed into the melt pool. Before the process, nozzles and caustics must, therefore, be regularly checked, certified and calibrated. However, the sequence of these steps can be complex and cumbersome.
As a result the engineers at Fraunhofer have developed a machine-supported inline process consisting of three main components: a camera module along with movable optics and illumination, all of which are mounted on the machining head. The nozzle is measured with a laser module, which is placed in the system. The control of these two modules is provided by electronics integrated either in a separate or the machine control cabinet.
Particle density
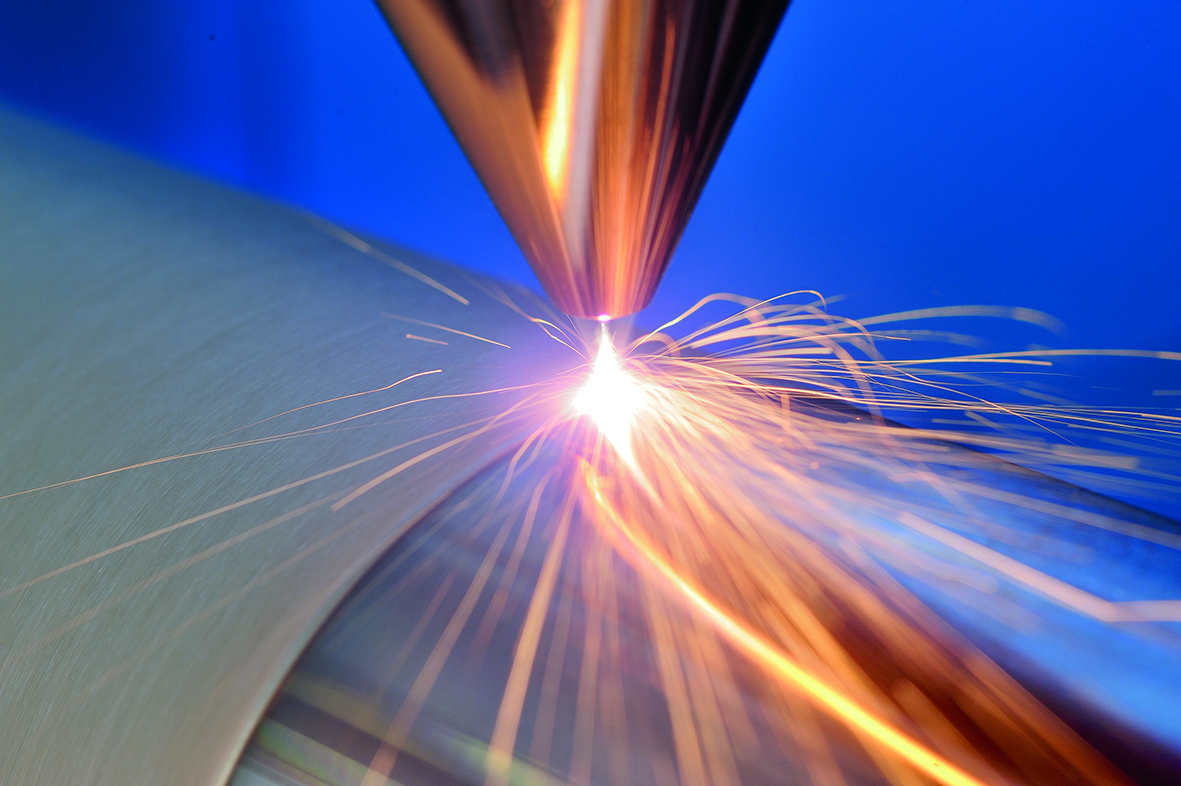
In order to detect and measure the particle density distribution and caustics of the powder jet, the jet is illuminated with a laser line perpendicular to the powder gas flow and observed by the coaxially arranged camera through the powder nozzle. The system changes the relative position of the laser and the machining head several times for further measurements. Finally, the evaluation of 2,000 to 3,000 images shows the statistical distribution of the particles in one plane. ‘If I use this method to gradually capture the so-called caustics – i.e. the focusing area in which the powder particle beam is bundled – it can be calculated and characterized very precisely in terms of the most important parameters, such as the minimum diameter and the density distribution, said graduate engineer Oliver Nottrodt, project manager for process control and system technology at Fraunhofer ILT.
This story uses material from Fraunhofer,with editorial changes made by Materials Today. The views expressed in this article do not necessarily represent those of Elsevier.



