
3D printing company Renishaw and engineering design software developer nTopology say that they have been able to successfully 3D print intricate structures using pure copper powder.
Using a RenAM 500S machine, with a single 500 watt laser and 70 um laser spot size, loaded with 99.9% pure copper powder supplied by Carpenter Additive, the companies were able to produce thin walls with a thickness of 0.35 mm and solids with a density over 98%, prior to heat treatment in 30 micron layers.
Renishaw also made use of nTopology software and its QuantAM build preparation software.
According to the companies, pure copper is a highly desirable material for heat exchangers and electrical components due to its thermal and electrical properties. Typically, heat exchangers are made from thin sheets of material that are welded together, making traditional production challenging and time-consuming. Additive manufacturing (AM) systems can build parts layer-by-layer, making this process more attractive for manufacturing heat exchangers.
However, the properties of the material can create challenges when using an AM system, according to Renishaw. Laser sintering of copper powder with an infra-red laser at a wavelength of 1070 nm is difficult, because copper is very reflective at that wavelength. Therefore, only a small amount of the laser energy is absorbed into the powder, and absorption is required to melt the powder together. This leads to instability and often results in poor mechanical properties of the finished part.
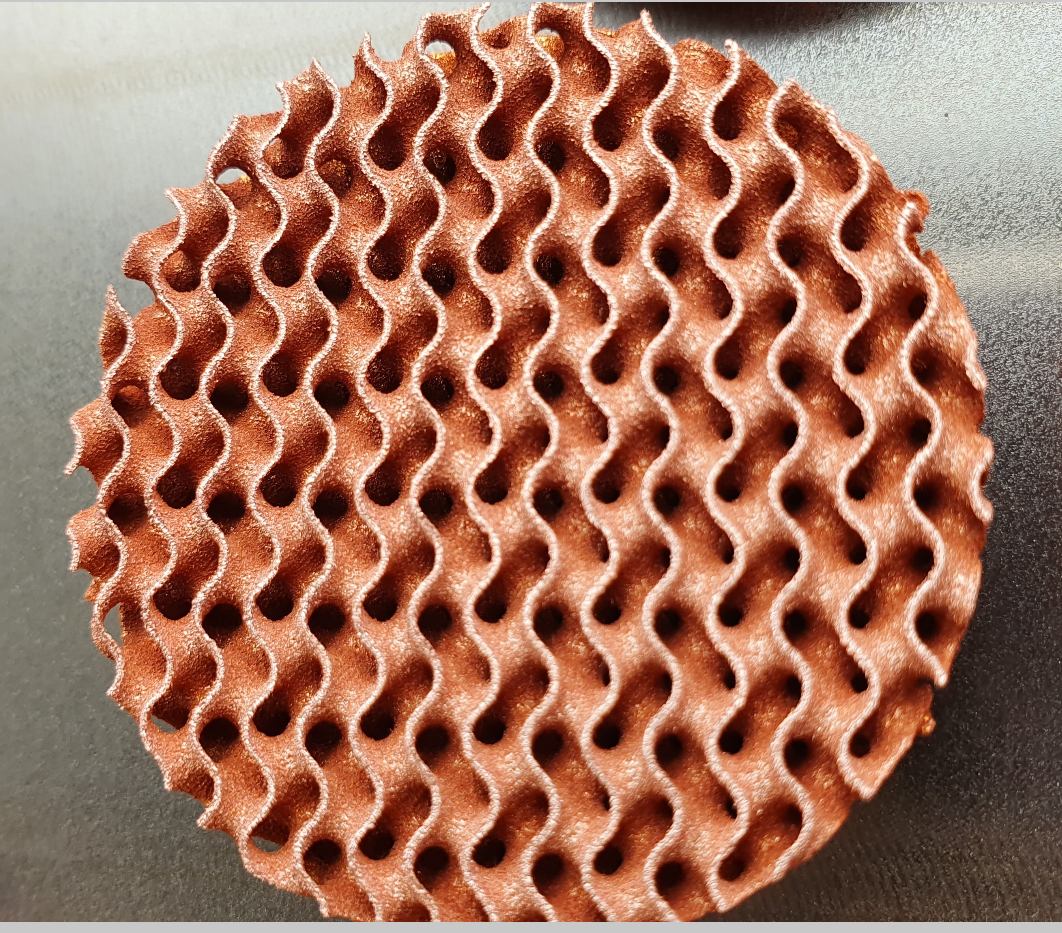
To solve this problem, nTopology software was used to generate triply periodic minimal surfaces (TPMS) that are reportedly ideal for heat exchangers as they generally require the amount of surface area within a given volume to be maximised. The design criteria for the TPMS gyrold structure was for a wall thickness of 0.35 mm and cell sizes of 2 and 5 mm. The nTopology software was used to slice the design into 30 micron layers and export the boundaries and hatches as CLI files. These were then imported into Renishaw's QuantAM software to generate the build file for the AM process.
This story uses material from Renishaw, with editorial changes made by Materials Today. The views expressed in this article do not necessarily represent those of Elsevier.



