


Soil is matter out of place. Cleaning is the removal of soil. In manufacturing, soil or contamination is anything that will interfere with performance, long-term reliability, final finishing, or surface appearance if it remains on the product. There are a number of sources of soil including particles in the air, metal fines, metalworking fluids, lapping compounds, cleaning agents, and other processing agents. While some soils are brought in from outside air or water, most contamination originates within the manufacturing plant and is part of the build or repair process. Whatever steps are taken in contamination control, a certain amount of soil is inevitable.
Functionally Distinguishable Steps
The washing (or cleaning), rinsing, and drying steps are each distinct, functionally distinguishable steps in the overall cleaning process.1 Because washing, rinsing, and drying have specific albeit related functions, the steps require specific:
- equipment;
- process design; and
- process control.
At the same time, the three steps must be coordinated. Understanding the specifics of each step simplifies troubleshooting, and saves money, time, and space when choosing new equipment.
Washing (or Cleaning)
The primary purpose of the washing or cleaning step is to remove soils from the manufacturing process as well as to remove soils introduced by people and contamination from the surrounding environment.
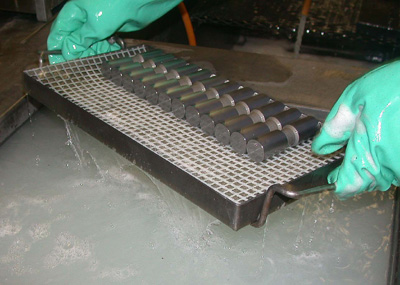
Along with cleaning, mechanical product damage, temperature damage (including discoloration), and any undesirable surface modification, including corrosion, must be avoided. Soil redeposition must be prevented. A very simple cleaning system may involve only force, such as an air blower or a dry grit blast.
Buffing and blast processes have a cleaning function. The cleaning process may involve only a chemical, where the part is soaked and the soil is dissolved in the chemical; that chemical can be anything from water to perchloroethylene. Organic solvents can dissolve many industrial soils of interest. However, setting the part in a bucket of solvent and waiting for the soil to dissolve is usually impractical.
Typically, the washing step is more complex and requires a cleaning chemistry, cleaning force, and specified time and temperature. While water alone has limited power as a cleaning agent, aqueous-based cleaning chemistries can provide excellent cleaning, particularly when combined with elevated temperature, force (agitation, spray, brush, or ultrasonics), and adequate time.
Choosing the right washing system means matching the product line with the appropriate combination of cleaning agent and washing equipment. The washing process can be as simple as an aerosol can, a brush and a bucket, or a sink-on-a-drum. Alternatively, a washing system may be an in-line conveyor, a series of overhead fixtures and sprays, an ultrasonic tank, or a sealed solvent system. Whatever washing process is chosen, technical considerations include both soil removal and minimizing undesirable interaction with the product (materials compatibility problems).
It is important to clearly identify processes that have the function of washing or cleaning. This is not necessarily obvious. For example, one client, with a fairly high product mix, was experiencing surface defects on some die-cast parts. The defects were not visible after cleaning, they only appeared after metallization. Some parts were subjected to one of two buffing steps prior to the cleaning process; those parts had a very low surface defect rate.
What does the buffing process involve? Force, temperature, an aqueous-based cleaning chemistry, and a rinse step. The buffing process was actually a critical washing and rinsing step in the overall build process. One important factor in minimizing surface blemishes was to subject all parts to this buffing process and then to refine and control the buffing process.
Another important consideration is to match the cleaning or washing process with the soil. Most often this involves testing different cleaning chemistries. As lubricants are modified to meet performance or environmental requirements, such as adoption of bio-based products, it might be expected that changes in the washing process will become appropriate. Occasionally it is effective to modify the soil rather than the cleaning agent.
In one instance, the client wanted to move to totally aqueous-based processes. But a high-adherent lapping compound was a major roadblock. After trying numerous aqueous formulations without success, several alternative lapping compounds with water-soluble carriers were evaluated. After assuring that the new lapping formulation met the performance requirements, the plant was able to adopt totally aqueous processes.2
Rinsing also involves removing soils. The primary purpose of the rinse process is to remove soils introduced during cleaning, primarily residual cleaning agent. Rinsing may also remove particles and residual soils from the manufacturing process. However, if the rinse process is removing significant amounts of metalworking fluids, it is likely that the washing or cleaning process is not optimized.
Rinsing is not always required. For example, most sink-on-a-drum processes are a washing step. Rinsing is needed when cleaning agent residue on the part interferes with the next part of the build process. If rinsing may be required, it is best to budget for equipment right at the start.
Problems can arise, particularly if rinse equipment is added in a modular manner or where people are accustomed to "wash-only" processes. We have observed technicians disconnect the modular rinse tank because they did not know how to use it. The defect rate rises until someone actually observes that rinsing has been discontinued and a miracle cure is pronounced. Another tempting approach is to cut the rinse cycle to save process time. Education and automation can minimize these problems.
Most rinse steps involve a rinse chemistry (water or solvent), force, temperature, and time. The process has to be designed to avoid product damage or undesirable surface modification, to avoid corrosion, and to minimize surface redeposition. During the rinse process, a rust-preventative (RP) is often added for corrosion protection. The RP has to be appropriate to the process.
It should be functionally adequate to protect the part and the RP should not itself interfere with subsequent steps like coating. The chemistry has to be matched with the process and product requirements.
Rinsing may be needed both for aqueous and solvent-based processes. A lower-boiling solvent may be effectively self-rinsing. However, in degreasing operations, to prevent soil redeposition, the rinse step is ideally performed in the vapor phase in freshly redistilled solvent. If an operator incorrectly attempts to rinse in the liquid sump, for some applications, contaminants may be redeposited. In addition, some higher-boiling solvents, such as the soy-based or terpene products, can leave enough cleaning agent residue that they must be rinsed either with a lower-boiling solvent or with hot water.
Drying
Drying also removes soils, or matter out of place. The primary purpose of the drying process is to remove soils introduced as part of the rinse process, water or organic solvents trapped in blind holes or adsorbed into the product.
Not all parts require drying. How clean is clean enough and how dry is dry enough are relative, process-specific requirements.
Inadequately dried parts may corrode; left-over water or solvent can interfere with product assembly or product performance.
The drying process can be a major bottleneck. This is, in part, because time may be required to heat the parts, to complete the drying process, and to allow the parts to cool to sufficiently be handled. In addition, the drying process is frequently added as an afterthought. As an under-engineered and under-funded aspect of the process, drying may not be efficient or cost effective.
For some processes, air blow-off at room temperature is adequate. For batch drying, a centrifugal drying system (spin drying) can work well, if the product is not readily damaged by mechanical action, or if the product can be adequately fixtured.
For other batch cleaning processes, a simple drying oven can be effective but may be time-consuming, particularly if the product has many blind holes or if the product is damaged or discolored by high heat.
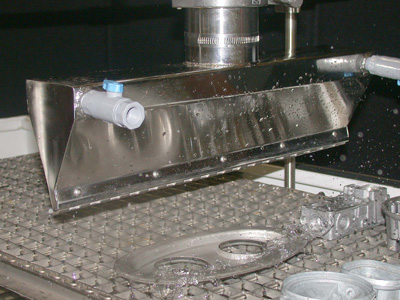
In such cases, a vacuum drying system is a better choice. With in-line systems, drying with air knives that can provide heated air is the typical method of choice.3
A drying system can involve force and heat; occasionally, it also includes chemicals. While not as widely used, when appropriately integrated into the cleaning system, chemical drying can decrease overall use of a cleaning agent. For example, isopropyl alcohol (IPA), in a system for low-flashpoint solvents, may be used to remove excess water or high boiling solvent. Because IPA is a relatively aggressive solvent, it may serve as a cleaning agent as well.
In low-boiling solvent cleaning, the solvent typically has a drying function as well as washing and rinsing functions. There are two areas where awareness of the drying function of a solvent can make or break the process. The first is in sample handling and fixture design; the second is in compatibility issues. Fixturing is as important in drying as it is in washing and rinsing. A poorly fixtured part can retain solvent, with resulting product, safety, and environmental issues.
It is also important to consider solvent temperature. In one instance, magnesium parts were successfully batch cleaned in acetone. However, when the same cleaning process was attempted at a higher temperature (in a degreasing system designed for low-flashpoint solvents), we observed an unacceptable "bloom" on the magnesium.4 The moral is that fixturing and an awareness of potential compatibility problems are important in both aqueous and solvent drying systems.
As with the cleaning system, in selecting the drying system, it is important to consider the product, the process flow, and the ultimate product use. A properly designed drying process is needed to achieve adequate drying while avoiding mechanical product damage and undesirable surface modification, and preventing corrosion. Often, the potential for redeposition of assorted soils, such as particles or oils, are ignored in choosing the drier. Inadequate or absent filtration and the unexpected appearance of pump oil on the part can spell disaster. The best way to economize is to purchase a quality drying system, one that is appropriate to the process.
Conclusions
Because cleaning systems have three functionally separate activities, I suggest investing some time and effort to identify and evaluate your washing, rinsing, and drying steps. If a new cleaning system is on the horizon, allow a budget for engineering design, process evaluation, and capital equipment for each of the three steps.
Benefits of customizing and optimizing the washing, rinsing, and drying steps for your application include:
- decreased process time;
- decreased reject rate;
- a higher-quality product;
- a lean, rugged process;
- lower process costs;
- increased product quality;
- improved employee safety; and
- minimum environmental compliance impact.
Acknowledgments
Photography is courtesy of David Kanegsberg, photographer. The author thanks the following individuals for opportunities to photograph specific processes: Jim Anderson, Hydrospin; David Fiorelli, Optimum Cleaning Systems; Kevan Smith, Deltronics; and Dan Vernder Pyl, Sonic Air Systems.
References
- Kanegsberg, B., and Kanegsberg, E., "Cleaning Action, Cleaning Systems, and Automation" presented at half-day workshop at Cleantech '05, Chicago; March 7, 2005.
- Kanegsberg, B. and Maluso, P., "Hydrostatic Pump Rebuild: Implementing Aqueous, Steam, and Solvent Free Processes," presented at Tenth Annual International Workshop on Solvent Substitution and the Elimination of Toxic Substances and Emissions, Scottsdale, Ariz., September 13–16, 1999.
- VanderPyl, D., "Aqueous Parts Drying," in: Handbook for Critical Cleaning, Kanegsberg and Kanegsberg, (Ed.), CRC Press, p. 383; 2001.
- Dowell, R., Norris, S., Unmack, J., and Kanegsberg, B., "Case Study: Cleaning Process Prior to PVD of Critical Metal Substrates," Presentation and Proceedings, CleanTech '03, Chicago; March, 2003.
Bio
Barbara Kanegsberg, president of BFK Solutions LLC, is an independent consultant who helps clients to optimize cleaning processes and surface quality. She can be reached at (310) 459-3614 or via e-mail.

