

It is no doubt a sign of the strength and degree of sophistication of the PM industry that a significant number of papers in various technical sessions at the PM2014 World Congress in Orlando were devoted to advances in very specific automotive applications as opposed to mere substitution. From the engine to the transmission and on to the braking system these efforts clearly underlined the remarks of the keynote speaker, ex-GM Vice-chair Bob Lutz, about the importance of PM to the automotive industry and vice-versa.
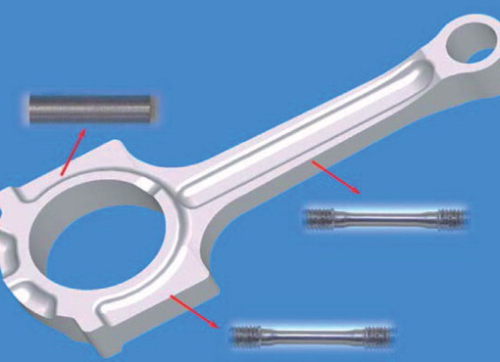
The now well-established major ‘breakthrough’ in the engine compartment – the powder-forged (PF) connecting rod – is still going through further perfection and improvement as indicated in the presentation of Edmond Ilia (Metaldyne LLC, USA). The iron-carbon-copper PF material has undergone improvements over the years, notably by the increase of the copper content from 2% to 3–3.5% and adjustment of the carbon level. These changes have improved the mechanical strength properties. One of the unexpected consequences of the use of a copper-steel is the increase in strength at the operating temperature in an automotive engine. Measurements have shown that temperatures in the I-beam section of a con-rod can reach 100–150ºC, depending on the engine and the operating conditions. Conventional wrought steels are known to lose strength when heated to these temperatures. Ilia reported test work on the elevated temperature strength of wrought micro-alloyed steels of the type used in con-rods and compared them with the values for high-strength PF steels, using test-pieces cut from actual mass-produced con-rods (see Figure 1).
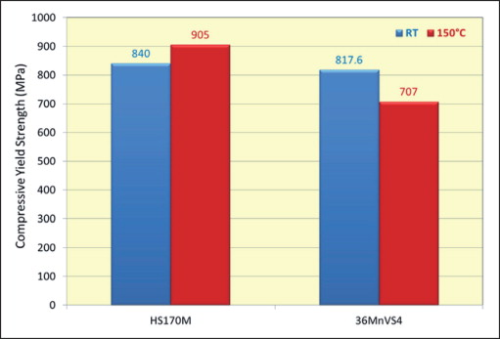
Results were shown for tensile and compression properties at room temperature, 120ºC and 150ºC, for powder-forged HS170M and wrought 36MnV steel (see Table 1). As indicated in the table, the PF steel showed a modest increase in both tensile and compression properties, while the strength of the wrought steel dropped significantly at the elevated temperatures. The comparison was shown most dramatically in a chart of the compressive yield strength (Figure 2). To understand more fully this ‘hidden benefit’ of the PF copper steel, samples from test bars were examined by SEM, TEM and EDS at the laboratory of Prof. Gilles L’Éspérance at the École Polytechnique in Montréal. These examinations showed that nano-scale copper-rich precipitates had formed in both the cementite and ferrite phases of the PF steel at the elevated temperatures. With this explanation, Ilia concluded that there was an opportunity to re-design PF con-rods, taking advantage of the additional strength to lower the mass of the rods and still have a safety margin similar to wrought steel, thus permitting additional benefits in the shape of fuel economy, etc.
| HS170M | 36MnVS4 | |||||
| UTS | YS | CYS | UTS | YS | CYS | |
| RT | 1202 | 854 | 840 | 1054 | 802 | 818 |
| 120°C | 1261 | 898 | NA | 977 | 708 | NA |
| 150°C | 1240 | 858 | 905 | 943 | 674 | 707 |
Moving on to the transmission section, Yuuki Adachi and colleagues at Sumitomo Electric Sintered Alloy Ltd, Japan, described improvements in the production of PM synchroniser hubs, with a view to better fuel economy, reduced energy consumption and lower cost. Synchroniser hubs have been produced by PM for a number of years and Adachi said that to provide the required strength and wear resistance the traditional PM route at his company was to use a pressed and sintered diffusion-alloyed Fe-Ni-Mo-Cu powder. This was combined with admixed 0.5% carbon and after sintering and sizing, parts were heat-treated by induction hardening and oil-quenching. The first improvement was to switch to a pre-alloyed Fe-3Cr-0.5Mo powder that required a shorter sintering time. This was sinter-hardened, with controlled nitrogen gas cooling, while sizing and oil-quenching were eliminated. In a further improvement, an alternative route was taken in that conventional sintering and sizing were followed by laser-hardening of the surface, with ‘self-quenching’. Both of these improvements yielded energy savings in processing – pre-alloyed powder required shorter sintering time and the surface hardening by laser eliminated the need for quenching oil and allowed the subsequent tempering step to be omitted. Laser-hardening enables in-line processing and improved production efficiency.
With the sinter-hardening approach, the pre-alloyed powder composition results in a mainly martensitic microstructure and by controlling the cooling rate around the Ms temperature, heat-treatment distortion is drastically reduced. Adachi said that cutting out separate heat-treatment and sizing yielded about 30% cost reduction. On the other hand, laser-hardening after conventional sintering and sizing produced a fully martensitic structure in the surface with no retained austenite, while the depth of hardening was the same as induction hardening. According to Adachi, both these process routes are in mass production in the factory. Sinter-hardening has proven to give improved dimensional control, while laser hardening produces very small dimensional change.
The most outstanding opportunity for PM in the auto sector is also in the gear box. Conversion of wrought steel transmission gears also comes with enormous challenges due to the complexity of transmission parts and the demanding level of performance and durability required. The latest stage in the search for the PM industry's ‘holy Grail’ was reported by Anders Flodin and Michael Andersson (Höganäs AB, Sweden).
Following very successful experience with two previous demonstrator cars, a Smart for Two and a hand-built Mitsubishi EVO-X rally car, the next vehicle to be chosen as demonstrator was the Saab 9-5 (Figure 3). This model, no longer manufactured due to the sale of Saab by General Motors, has a manual 6-speed transmission with a 3-shaft lay-out. As previously reported, the gear box was redesigned for PM following experience with the earlier demonstrator vehicles. In those cases, gears cut from PM slugs had performed satisfactorily, with the Smart car gear box still running after over 150,000 km. The choice of the Saab 9-5 was influenced by the fact that in its type of transmission, 1st, 2nd and reverse gears are subject to shock loads, providing an opportunity to demonstrate the dynamic loading capabilities of PM gears. It was also noted that the 6-speed, 3-shaft layout was similar to that used in Dual Clutch Transmissions (DCTs), allowing the experience to be transferred to many other models.
Re-designing of the gear box for PM was contracted out and included detailed FE modelling of many component features and factors such as temperature, over-load, and drive cycle. Modification of the gear tooth profile to accommodate peak stresses on 1st 2nd and reverse gears was also studied. Re-design also required reliable PM gear fatigue data (S-N curves) for the specific PM material and density. Reliable fatigue data also enabled transmission testing and validation to be speeded up. Other issues tackled in the building of the prototype included welding of the clutch body to the gear and forming the asymmetric gear tooth profiles on PM slugs used to make the gears.
Flodin concluded by saying the re-designed prototype gear box will be put into the demonstrator car and subjected to long-term testing, with the target of completing 100,000 km ‘with maintained performance’, which was expected within the next four years.
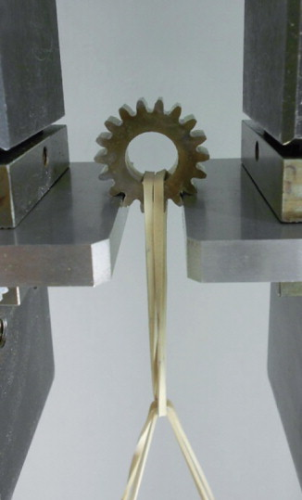
In a companion paper, Flodin's co-author Michael Andersson, investigated four different FE models for predicting gear-tooth bending fatigue strength. This is important in order to allow design to be based on test data determined on test bars. Parallel experiments were made to determine the tooth-bending fatigue performance of an actual PM gear made from heat-treated Astaloy 85Mo containing 0.65% carbon (Figure 4). Results were compared with strength predicted by the models from smooth and notched test-bar data for densities of 7.15 and 7.3 g/cm3. In most cases the models were close but slightly overestimated the strength, for which Andersson proposed several explanations and suggested that further investigation was needed. In the end, the preferred model would be one that required fewest data points to be determined experimentally.
At the other end of the propulsion system, manufacturers of brake pads are now facing a very serious challenge of a different kind. As reported by Ilaria Rampin and co-authors at Pometon Powder S.p.A, Italy and GAMA S.p.A., Italy, and CEIT/TECNUN (University of Navarra), Spain, recently enacted environmental legislation in California and Washington State will require a drastic reduction in the use of copper powder in brake pad formulations for passenger cars. The new regulations coming into effect in January 2021 will reduce copper powder content in brake pads to less than 5 wt%, and eventually to below 0.5 wt%. The friction products industry fears that a similar restriction will follow in Europe.
Copper provides a unique combination of properties for braking performance: efficient heat removal, stability of friction behaviour, noise reduction and low wear of both pad and disc. So substitution presents a major challenge, since, as the authors said, no other affordable metal represents a valid ‘one-on-one’ alternative. The collaborative work described was aimed at providing a satisfactory solution for the substitution of copper in low-metallic, non-asbestos friction material by a combination of different raw materials. Six different copper-free formulations were tested in comparison with a mixture containing 10% copper powder. The alternative metallic ingredients were iron powder, a specially designed iron-alloy powder and ‘special (steel) fibres’. The laboratory tests included detailed characterisation as well as friction and wear tests. The results of these tests led to the selection of a composition containing 6% of the special iron alloy and 4% of ‘special fibres’, which provided a similar friction and wear performance to the copper-containing composition. This result was used by GAMA S.p.A. to prepare an industrial scale brake pad formulation, which in subsequent tests ‘showed good performance in friction, wear, and noise terms’.




