


Readers of Metal Powder Report's news pages and weekly e-news bulletins will know that powder metallurgy companies previously engaged in an apparently indissoluble marriage with automotive technology have more recently been looking for new fields of endeavour. And as the credit crunch's bite gets harder, the greater is the drive to find new and more profitable outlets for both talent and technology.
It seems that no-one is immune. Companies that only a few years ago lectured plenary sessions of powder metallurgy conferences on the need for PM suppliers to cut costs, or become more efficient, or slash prices, or a combination of all three, have themselves come to their own Day of Judgement.
All too often, that has meant the dire consequences of Chapter 11 in the US or administration or plain bankruptcy in the rest of the world. For those that don't reach these extremities, merger or acquisition often sees the effective end of the game.
One such company is Delphi Corporation, a senior executive from which wagged a knowing finger at the plenary session of the Euro PM Conference held a few years ago in Valencia, Spain, roundly castigating PM suppliers for not doing well enough.
Well, what goes around comes around. Four years ago Delphi Corporation effectively went belly-up, establishing a dubious record as one of the biggest corporate bankruptcies of all time. To be sure, the pariah status of Bankrupt was mitigated, first by Chapter 11 protection from creditors, and then further by debtor-in-possession status, which meant that the business could carry on, finding solutions to its problems along the way, overseen by the US Bankruptcy Court.
That process has seen a massive slimming down of Delphi's US assets, with plant closures and staff losses. Even so, as the corporation has discovered, entry to Chapter 11 status is one thing; exit is quite another. Despite repeated attempts to persuade the court to allow exit from Chapter 11, Delphi has been told, in its turn, that it hasn't done well enough to regain its freedom.
However, it hasn't all been bad. Making a decision along the way that appears to bear out the saying that “even a broken clock is right twice a day”, Delphi management spun off its medical equipment interests some time ago and is now looking to apply its undoubted PM skills base in a new, profitable and extremely demanding industry.
Medical equipment is an industry where tolerances are finer, where one size most certainly does not fit all and where profitability can stem from individual pieces, rather than mass manufacture. Other PM companies too are eyeing the prospects, and the profitability, that such a move could reap. For most companies, of course, it's not really an option; a change of habit too far and a learning curve that is just too much to handle, given other pressures.
Those that take up emerging opportunities will, of course need all the sales and marketing expertise they can use in such a specialist area, but there is no doubt at all about the technical skills available in the industry, or the academic rigour that illuminates the background.
Dipping into the research gems on display at last year's Euro PM Conference and Exhibition at Mannheim, there were a number of papers worthy of inclusion in any comprehensive review. Sadly, we do not have the space to look at all of them and so two have been selected to represent this very expert sector where engineering, biochemistry, surgery and, sometimes, ethics, are companions on the road to the future.
The first is a contribution from the well-known metal injection moulding (MIM) and micro-MIM (μMIM) experts at Fraunhofer's Institute for Manufacturing and Advanced Material (IFAM) in Bremen. In Micro MIM for Medical Applications, IFAM researchers first of all sketched the expansion of micro-MIM from iron-based materials, before discussing pilot-scale production of a replica of the smallest human bone – the stapes, or stirrup bone from the middle ear – made by titanium μMIM. Other examples followed that featured nickel-titanium parts suitable for biomedical application; and microstructuring of metallic surfaces for metal-based implants.
In a project carried out in co-operation with Krämer Engineering of Rendsburg, Germany, a mould for the replication of the stirrup bone, was designed and manufactured. The intention was to demonstrate the potential of μ-MIM production in terms of precision and reproducibility and to show the processability of Titanium as a potential material for medical applications, especially implants.
The feedstock used a fine Ti grade 1 powder (d50 about 15 μm) and a wax-polymer based binder. In order to replicate the small structures, the amount of backbone polymer in the binder was raised to 50%, which is about 20% to 30 % more than in conventional MIM binders. Feedstock and mould temperatures were set about 20°C to 30°C higher than in conventional processing to fill the mould cavities. Injection moulding was carried out on a micro injection moulding machine, where relevant data from the injection moulding process (feedstock volume per shot, pressure inside the mould, cycle times) were recorded. Figure 1a shows some stapes obtained after sintering. Analysis of the density and microstructure of the Ti stapes after sintering showed a material density of 93% to 95%. Figure 1b shows a homogeneous α-phase microstructure.
While investigating process reproducibility a high consistency of the injected feedstock volume was found. The mean volume per part was 107.19 mm3 ± 0.096 mm3 (± 0.09%) for a series of 200 titanium parts. Consequently, for both the injection moulded and sintered parts, only slight variations in the weights were recorded. The average weight of the moulded parts was 6.01 mg ± 0.073 mg (± 1.17%). In the sintered parts, variation was comparable with the weight being 5.4 mg ± 0.082 mg (± 1.51%). Thus high process reproducibility can be expected if the volume of injected feedstock is constant.
Recently some efforts on processing nickel-titanium alloys by Metal Injection Moulding in order to obtain shape memory components in a near-net-shape process have been reported To broaden the application possibilities, for example for medical applications, the processing of pre-alloyed NiTi powders with a phase transformation temperature of 37°C (body temperature) by μ-MIM is being evaluated.
The Fraunhofer team obtained a spherical powder with a mean particle size of 11 μm from Memory Metalle GmbH, Germany. Micro tensile test specimens with a cross-section of 1 sq mm were injection moulded and sintered using various processing parameters (see Figure 2). Following a range of optimisation steps of moulding and sintering, a process conducted at 1270°C under Argon atmosphere delivered a relative density of 98% along with reasonably low carbon (0.10%) and oxygen (0.21%) contamination. The microstructure was predominantly NiTi along with some secondary phases of Ti2Ni and Ti-rich inclusions
Further investigation of the sintered material conducted by partner institutions to evaluate mechanical response found that it showed good superelastic properties and full recovery of the original shape after applying a 600 MPa stress. However, tests at Centro Ricerche Fiat showed a shift of the phase transformation temperatures to lower values in the sintered material compared to the initial powder. This is thought to be due to the formation of nickel titanium oxides during the sintering process. Such oxides can lead to reduced titanium content in the matrix and therefore cause a drop in the phase transformation temperature. Further processing may involve plasma ion immersion treatment of the surface to slow or prevent nickel diffusion into the body. The design of a shape memory sealing device that had been provided by Centro Ricerche Fiat was successfully moulded and sintered (see Figure 2a). Further investigations of the demonstrator's characteristics are currently under way.
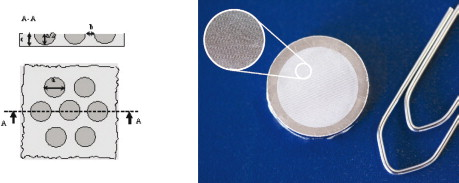
Drawing on a range of other research into implant materials, the Fraunhofer team found that regular micro patterns on the surfaces can significantly enhance the integration of implants into the body. One of the aims of this study was to produce micro structured surfaces with hemispheres of 50 μm diameter and 20 μm interspacing by μ-MIM. Small coins as presented in Figure 3 were moulded.
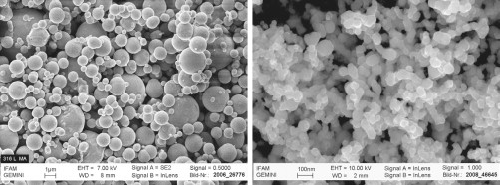
The material chosen for process development was 316L stainless steel, a biocompatible alloy commonly used for medical implants. For the initial experiments, a pre-alloyed 316L powder with a mean particle size d50 = 2.8 μm was used. In a second approach, the 316L stainless steel was modified by using a mixture of a so-called Master Alloy (MA) powder (CrNiMo 55-38-7) with ultra fine iron (Fe) particles (d50 = 1.4 μm) and nano Fe particles (d50 = 17 nm). By appropriately mixing these powders, the 316L composition is formed during the sintering process. Starting from a mixture of 33% MA and 67% ultra fine Fe, the amount of nano powder was gradually increased up to a mixing proportion of 33% master alloy, 33% ultra fine and 33% nano powder. Figure 4 shows the mixture of the 316L MA powder with ultra fine Fe (Figure 4a) and the nano Fe powder (Figure 4b).
The composition and preparation of feedstock appropriate for the processing of nanoparticulate materials is essential for successful processing due to the increased surface to volume ratio with decreasing powder particle size. For instance, the surface area of the initial 316L is about 1 m2/g, whereas it is in the range of 30-40 m2/g for the nano Fe powder. Therefore two aspects have to be considered in feedstock preparation; the risk of ignition of the nano powders and the increased amount of binder required for obtaining a mouldable feedstock. A special procedure was developed to make a homogenous feedstock containing nano powder. It involved pre-mixing the wax-containing components with the powder in an Argon atmosphere to protect the nanoparticles from oxidation. Further mixing in an argon purged kneader was carried out to obtain a homogeneous distribution of the nano particles in the feedstock. The binder coated the nano particles, preventing oxidation.
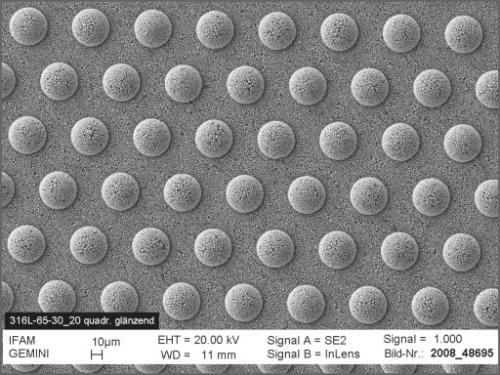
After something of a false start, it was found that a combination of high feedstock and mould temperatures together with moderate injection pressures delivered the best replication results. Using these parameters, significant improvement of the moulded parts was found. Figure 5 shows the surface structures after optimisation of the moulding parameters.
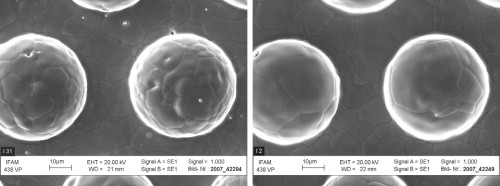
The material was initially sintered at two different temperatures to influence the microstructure of the hemisphere surfaces, as it is known from previous studies that sub-structuring on a surface with regular micro patterns can positively affect growth of bone cells on the implant material. The influence of the sintering temperature on the surface structure can be seen when comparing the 316L surfaces sintered at 1150 and 1200°C.
A much finer grain structure was detected on the hemispheres after sintering at 1150°C (Figure 6a) compared to 1200°C (Figure 6b). Related to cell migration and differentiation this result may be seen as positive. Fine substructures, especially in the submicron range, have been shown to support osteoblast attachment and differentiation. Osteoblasts are the cells that regenerate bone.
First cell culture experiments that were performed by EMPA Materials Science and Technology, Switzerland, suggest that the presence of the hemispheres significantly affect adult human stromal cell adhesion and functionality. More detailed analysis and correlation of cell behaviour with the structure types will be carried out as the project progresses.
Osteoblasts and their activity were also central to the second paper from Mannheim. In Fabrication of Ti-6Al-4V porous scaffolds by sintering of spherical powder beads, a group of Spanish researchers detailed a method of fabricating porous materials from titanium-aluminium-vanadium suitable for making implants with a structure suitable to promote proper in-growth and development.
Titanium and titanium alloys possess excellent biocompatibility, a fact that combined with their specific mechanical properties has promoted many biomedical applications. For instance, titanium alloys have been used in the manufacture of fixation systems for bone repair and replacement devices, like orthopaedic prostheses, dental implants and other devices.
The main issue for biomaterials in bone repair or replacement is the interaction with bone. It has been found that although titanium materials have many virtues, they can be too stiff to encourage healthy bone regeneration. In fact, materials that are too stiff can cause weakening of the bone.
For this reason, the research trends in the last years have been to develop porous titanium components with the main purpose of reducing stiffness. These developments have focused on the behaviour at the bone-metal interface.
Although there are numerous manufacturing processes for producing porous titanium components, sintering of microspheres is seen as one of the most promising to date. The group produced porous Ti-6Al-4V alloy samples by this method. The effects of main material and process variables (microsphere diameters, sintering temperature and time) on bending strength and its correlation to microstructure were investigated.
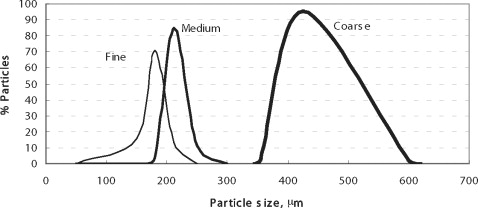
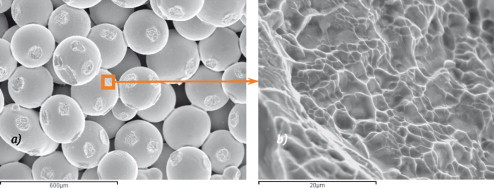
Spherical titanium alloy beads were fabricated by the plasma rotating electrode process (PREP). The alloy grade was in agreement with ASTM F1580-01 specification. The beads were sieved in three groups giving the particle size distribution shown in Figure 7. These were referenced as “fine” (mean bead diameter 188μm), “medium” (mean bead diameter 220μm) and “coarse” (mean bead diameter 458μm). Furthermore, a fourth distribution was used by mixing 50 vol% materials of both medium and coarse beads (50M50C).
Samples were fabricated with the aid of rectangular ceramic moulds. Filling was carried out by gravity and light vibration, as the relative fluidity of the beads was very high due to their spherical shape. The moulds were placed in a vacuum (10−4 bar) furnace and sintered at different temperatures and times.
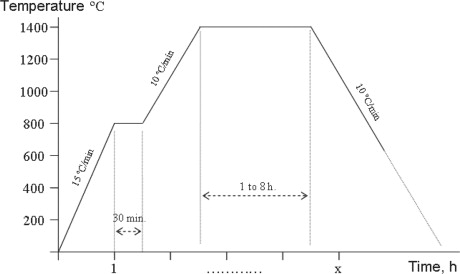
The temperature range was between 1300°C and 1400°C; time steps were chosen to be 0.5,1, 2, 4, 8 and in some cases 12 hours. The sintering cycle is shown in Figure 8 and on a heating ramp at 15°C/min up to a dwelling step at 800°C for 30 minutes to homogenise temperature before titanium phase changes to avoid cracking, and heating in 10°C steps to the final sintering temperature.
Analysis of the sintered samples used calculation of the apparent density and interconnected porosity by the Archimedes method (ASTM B328) together with metallographic preparation for microstructural observation. In particular, a statistical analysis of the degree of bonding between beads was carried out on broken samples after mechanical testing by measuring the diameters of connection necks from SEM images of different samples, to correlate these values to the mechanical properties obtained.
Mechanical testing was evaluated by three-point bend testing. Samples were machined to test dimensions, whereas the thickness was that of the sintered parallelepipeds in order to do not modify the surface characteristics of the beads.
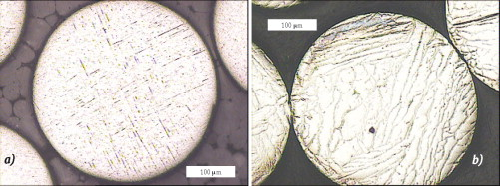
The morphology of the beads before sintering was nicely spherical and the microstructure consisted of α' (titanium martensite) phase in accordance with the high cooling velocities attained by the fabrication process (PREP), as shown in Figure 9a. However, after sintering and because of the high temperatures used (well above β-transus) and slow cooling (10°C/min) the microstructure of the samples shows the typical Widmanstätten α structure (Figure 9b). The coarse microstructure could be improved by post-sintering treatments. This increases the mechanical properties slightly but has a greater effect on fatigue properties.
Porosity of all samples and conditions were found to vary between 22% and 30%. Although there was a general tendency for porosity to decrease with smaller bead size and higher temperature, the experimental results did not show a clear trend. These values are quite close of the theoretically calculated one when considering a close-packed arrangement of spheres of a given diameter (26%). Experimental variations found can be justified by the fact that diameters for a given fraction have some degree of dispersion, there are many arrangement defects and there is some shrinkage due to necking during sintering. Nevertheless, these values fall well within the range of porosity suitable for biomedical bone applications, from 20% to 50%. Where different size fractions were used, porosity was reduced to the lowest values (22%). However, this may have been caused by segregation due to the beads' flowability.
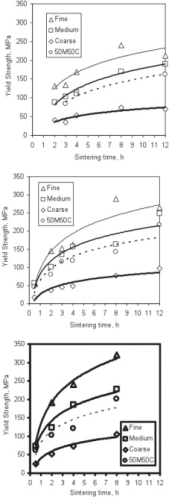
With regard to mechanical properties and in particular bending yield strength, all samples followed expected behaviour. In fact, strength increased with sintering temperature and time in the ranges tested, as shown in Figure 10. For a given temperature, this effect is higher in the first two hours of treatment, and then increases in a logarithmic trend. Temperature showed significant effect, reaching the maximum strength values at 1400°C. Bead size played an important role in mechanical properties; smaller beads showed higher properties irrespective to sintering parameters.
Fracture behaviour showed ductile characteristics at a micro-level as shown by the marked presence of dimples in the fracture necks between beads (Figure 11). This behaviour has been observed in any sample studied and is an indication of the fact that there has been not any deleterious contamination during the process, either from possible atmosphere residues or reaction with the mould material, due to the high affinity of titanium for oxygen and other elements.
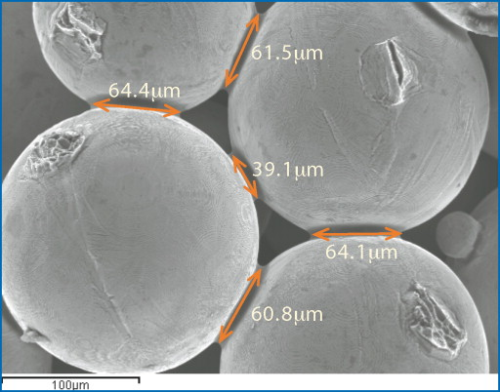
A correlation between the mechanical properties found and the degree of bonding between beads was carried out by directly measuring a great number of necks after mechanical testing. About 30 measurements were taken for each condition and were carried out in different samples to conduct a suitable statistical analysis. Figure 12 shows an SEM image of the measuring technique.
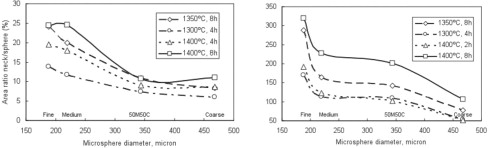
The results showed that the area of the individual necks were bigger for bigger beads, as expected, but when related to surface area of the microspheres, the trend was reversed; ie there was a higher contact area per unit volume in the samples with smaller bead size (Figure 13a) and also the neck growing was enhanced by a greater surface area. The evolution of bending strength followed the same trend (Figure 13b).
However, in the case of the samples fabricated by mixing the medium and coarse fractions (50M50C) the mechanical properties approached those of the medium size beads whereas the bonding area calculated was close to that of coarser size. This could be attributed to the fact that the number of contact points between spheres is higher than that considered in calculations, as in this case there is a higher packing ratio between spheres of different size.
Having fabricated Ti-6Al-4V porous materials with a controlled porosity ranging from 22% to 30 % by sintering of microspheres under vacuum, the team concluded that the porosity range is suitable for biomedical applications. From a general point of view, they said, the microstructure consisted of coarse μ laths (Widmanstätten structure) in agreement with the sintering cycle well above β-transus and slow cooling. The degree of coarsening increased with sintering temperature and time. However, this structure must be improved by an appropriate heat treatment, as usually done in titanium implants, to increase fatigue resistance.
Bending strength increased by increasing sintering temperature and time. Nevertheless, all samples showed ductile behaviour in the processing ranges investigated. Reducing bead size also increased bend strength. This is a direct result of the ratio neck area per unit volume which is higher as the size of the bead is reduced. However, as a minimum pore size is needed for biomedical applications, a compromise has to be sought between mechanical properties and bead size.
The Authors
Ph Imgrund, F Petzoldt, V Friederici, D Busquets-Mataixa, L Reigb, V Amigóa and JA Caleroc. The research-related elements of this feature were drawn from two papers given at Euro PM2008 in Mannheim, Germany. The first was Micro-MIM for Medical Applications, by Ph Imgrund, F Petzoldt, and V Friederici, from the Fraunhofer Institute for Manufacturing and Advanced Material (IFAM), Wiener Strasse 12, D-28359 Bremen, GermanyThe second was Fabrication of Ti-6Al-4V porous scaffolds by sintering of spherical powder beads, by D Busquets-Mataix, L Reig, V Amigó, and J A Calero.



