

At the time I didn’t have access to such a process, although I do hope to write about one early in 2010, should circumstances permit publication at that time. In this column, instead, I’ll address an unusual but long-practiced method of energy recovery and reuse that has not yet found value in cleaning operations, that is, heat wheels.
As with my September column in the print edition of Metal Finishing (about parts washing with steam, as opposed to traditional cleaning chemistry), my purpose is to incite innovation during a recession. This is the time to test new ideas—when production time and staff are available.
The Problem
Hot air is a terrible drying agent. It’s not dense and holds little thermal energy per cubic foot. Therefore, large volumes of it are required for parts drying. Even worse, with most parts drying operations, one has to heat the metal parts as well in order to transfer heat to the water so it can be evaporated. Mostly, all that heat energy is wasted because it’s inefficient to recover it after the drying is done.
The Heat Wheel
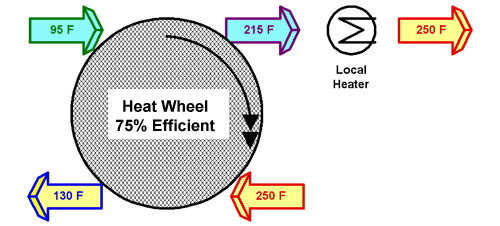
A heat wheel is a device that recovers heat from one fluid stream, stores it for some period of time, and then transfers it to another stream. In other words, one stream becomes colder while another becomes hotter.1 A diagram of the functional use of a simple heat wheel is shown in Figure 1.
Hot forced air, containing some moisture (at 250°F in Fig. 1), is passed through the heat wheel. The hot air heats the metal wheel element, which, in turn, heats cool incoming air. A photograph of a heat wheel, used as a “cassette,” is shown in Figure 2.2
Note that not all of the heat content of the air from the dryer can be transferred to incoming cool air. Heat wheels recover about 75% of the thermal energy input to them.
It’s Not a New Technology
Laundry cleaning shops have used heat wheels for generations.3 Heat wheels have also been used for many years in industrial air conditioning. Electronic data centers and other “mission-critical” sites currently use heat wheels.
Although not commonly used in U.S. cleaning operations, heat wheels do have some currency in other processes. Globally, especially in India, there is no shortage of suppliers.
Maintenance Issues
The availability of experienced maintenance and support may be one of the chief factors that drives selection decisions in the U.S. However, as the long-term trend for energy prices (and availability) continues upward, this has become less of a concern. Heat wheels commonly last substantially longer (10 to 25 years) than do cleaning machines (three to five years).
Significant design features of heat wheels are: (1) measured efficiency of energy recovery, which should be at least 75%; (2) quality of static seals between the rotating wheel and the cassette liner; and (3) pressure drop, which should be less than 20 inches WC (water column).
Water, Water Everywhere
Heat wheels can also be designed to do a second, and valued, job. Any material that attracts and holds water vapor is a desiccant. Developers have impregnated a desiccant into the rotor of a heat wheel. In this way, there is no need for a purge of water (removed from the parts4) from the system—that happens as the desiccant heat wheel normally functions.
While very useful in non-cleaning applications,5 it is not clear whether this technology is required in parts cleaning work.
SOS
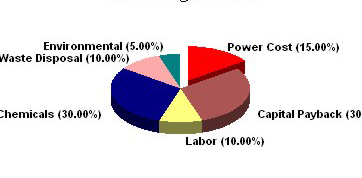
Energy recovery technology in parts cleaning is not a “save-the-planet” option. It’s a “save-your-business” option. In the 1990s, when electricity cost around $0.06/kWh, power costs were not a dominant element on the cost sheet of a site doing industrial cleaning work. Figure 3, based only on this author’s data, shows this situation.6
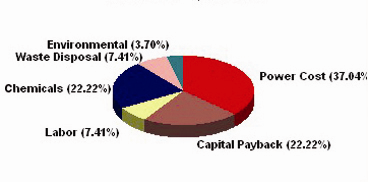
But as of today, and looking toward tomorrow, power companies will not be selling their product for six cents! At $0.20/kWh, the situation is reversed—electric power is now the most significant element of cost, as shown in Figure 4.
Today, those doing parts drying in their aqueous cleaning operations have four choices, in this author’s honest opinion:
- Keep doing the same things, and hope the offshore competition is overloaded with other work.
- Don’t dry the parts. (Platers are easily able to make this choice because their next finishing operation is immersion in water.)
- Use some of the non-evaporative drying techniques that do not require substantial energy input.7
- If it is necessary to thermally dry water from parts, implement a well-proven energy recovery technology—such as heat wheels.
Summary
This column is the second in a series intended to spur innovation in the parts cleaning industries. My goal is to present readers with technology proven in non-aligned industries and urge them to consider its potential for use in parts cleaning work.
Last month’s column, for example, introduced the concept of cleaning with steam. This column covers heat wheels—a non-intrusive approach not to cleaning per se, but to managing the energy costs of cleaning processes.
There is little or no technological risk. Heat wheels may just save you some money—and, if you don’t dry parts with non-evaporative technology, it may save you lots of it. So I would ask the question: Why isn’t everyone using them?
Notes
- A fine point: Heat wheels are not direct heat exchangers. Sections of a heat wheel become cooler and then are later heated (or the reverse). In a traditional heat exchanger, all sections are at some (but different) equilibrium temperatures. Said another way, a heat wheel involves unsteady-state heat transfer.
- The heat wheel described in Figure 2 would be made of aluminum alloys, about 5 ft in diameter and 10 inches thick, rotating at around 20 rpm, and cost less than $10,000. Payback time, based on years of industrial experience, is touted as being between one and two years.
- There is a method for testing air-to-air heat exchangers: ANSI/ASHRAE 84-199.
- Air exhaust from a parts dryer is not very wet. The calculated relative humidity content of air represented by operation is around 1% or 2%. Consequently, that air may be reused for some additional drying work. But at some point, the water must be removed from the drying system or the rate of drying will decline to zero. This means there must be a purge stream to remove the moisture accumulated from wet parts.
- Desiccant heat wheels are used for broadly different applications outside of parts drying, such as production of moisture-sensitive foodstuffs, pharmaceuticals, lithium batteries, and drying of thermoplastic resins. The desiccant heat wheel is regenerated with an amount of fresh, dry, hot air equal to about 20% of the normal air moist flow.
- One should be able to see from either Figure 3 or 4 why the previous “Cleaning Times” column in Metal Finishing focused on technology innovation in avoiding the use and disposal cost of cleaning chemicals!
- See my previous columns in Metal Finishing: 2004;102(12):50–2; 2005;103(1):50–2; and 2007;105(4):51–2.
Bio
John Durkee is the author of the book Management of Industrial Cleaning Technology and Processes, published by Elsevier (ISBN 0-0804-48887). He is an independent consultant specializing in metal and critical cleaning. You can contact him at PO Box 847, Hunt, TX 78024 or 122 Ridge Road West, Hunt, TX 78024; (830) 238-7610; fax (612) 677-3170; or via e-mail.




