


Since their initial development decades ago, gas turbine engines that power commercial and military aircraft have continued to evolve. Today’s high performance engines – as well as new propulsion systems in development – utilize breakthrough designs as well as innovative materials. Increasingly higher turbine temperatures in today’s engines rely on design improvements and revolutionary materials that enable the engines to produce greater thrust while delivering fuel efficiency, safety, reliability and other features.
In the critical gas path of the turbine engine – the hot section in which combustion occurs to drive the turbines – blades, vanes and other components serve to channel, control and cool air flow. Today’s components, a critical part of the turbine system, also are produced from innovative materials and alloys. In addition to their material composition, components also incorporate advanced coatings to insulate the parts from the extreme temperatures and to reduce oxidation and corrosion, as well as provide other benefits during operation.
Coatings applied to today’s critical engine components are integral to the performance, maintenance and longevity of the parts – and to the reliability of the overall power system.
Enhancing coating application
Coatings are applied to turbine components in a wide variety of materials and applications, ranging from diffusion coatings developed in the 1980s to plasma sprayed metallic overlays developed in the years that followed, and ceramic and thermal barrier coatings that began to appear the mid-1990s. Each coating family used in production and repair of turbine engine components has continued to evolve and utilize new materials and formulas. And improvements continue to be made in the manufacturing processes required for application, both to improve efficiencies and schedules, as well as to ensure highest quality and best performance. A new production proven technology – already at use in the international aerospace component repair market, is streamlining the application process and yielding other benefits.
A widely used method to improve oxidation and corrosion resistance and increasing the environmental protection of superalloys components is aluminizing process.This process is used to deposit aluminum onto the component external surface and diffuse it to form a stable protective coating. At the extreme conditions of the engine’s hot sections, these coatings have an ability to form a protective and slowly growing oxide (Al2O3) film.
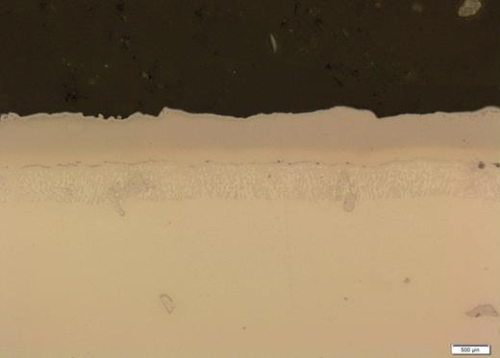
One of the most popular and cost-effective aluminizing processes is the pack cementation process. The components are placed in a sealed container (coating box) and buried within a pack coating powder mixture that consists of an aluminum-metal source to be deposited, halide activators and inert filler – typically alumina. The container is heated under a protective atmosphere to a temperature between 700°C to 1150°C and held for a specified duration. At these elevated temperatures, the coating is formed via series of reactions of the metal-halide vapors on the component surface and the subsequent diffusion between the deposited metal element and the component. The coatings produced through such a process – i.e. Codep coating – are called aluminide coatings (See Fig. 1).
Microencapsulation is a process in which very tiny droplet or particles of liquid or solid material are surrounded or coated with a continuous film of inert polymeric material. The microcapsules consist of core material and wall (or shell) and can be classified according to their morphology. The reasons for microencapsulating are countless. In some cases, the core must be isolated from its surrounding, as in isolating halide activators from the deteriorating effects of humidity due to its hygroscopic characteristics.The techniques of the microencapsulation process depend on the physical and chemical properties of the material to be encapsulated. The core material activity, efficiency and quality must not be affected while the coating material should be capable of forming a film that is cohesive with the core material; be chemically compatible and nonreactive with the core material; and provide the desired coating properties, such as strength, flexibility, impermeability, optical properties, and stability.
Pre-mixed Codep powder is a ready-to-use coating pack powder that is tailor made to the customer’s specification. The powder consists of a combination of crushed materials formulated to meet the customer’s specification for application to an alloy or metal. Codep powders offer much more flexibility and efficiency in the manufacturing production line, allowing for customization of a coating application to materials – rather than an entire line being dedicated to a particular formula. For the coating applicator, this varied production using prepared Codep powders conserves time.
The Codep powder, being used for the application of aluminide coatings, is applied by pack cementation on gas turbine blades and vanes. The purpose of the coating is to prevent oxidation of the parent material during operation at extreme engine temperature. The coating pack is composed of a mixture of Codep powder, which is made from titanium aluminum alloy and mixed as a powder with aluminum oxide and activator.
Further to market needs, a pre-mixed Codep powder with unique advantages is creating greater production efficiency. Development of the pre-mixed Codep powder has been tested, validated, and used into manufacturing, bringing benefits such as reduced preparation time, better managing inventory, and less waste – to improving overall quality of the coating application. The new application process is a unique method of microencapsulating the ammonium chloride and ammonium fluoride activators to provide superior moisture protection. The activator is grounded, dried and microencapsulated. Each small grain is coated in a fluidized bed with special two layers coating combinations:
- First layer – Moisture sealing
- Second layer – Mechanical strength
In the Codep packet, since the activator is a hygroscopic material, the pack which is a mixture of the four components needs to be prepared just before the thermal coating cycle. The global warming and the extreme changes in weather conditions also contribute to increase humidity which accelerates the negative change in the activator condition. The activator is grounded, dried and microencapsulated.
In this production approach the microencapsulated activator eliminates the ordinary activator associated coating defects due to clustering of activator particles stacked to the parent material.
Customer Benefits
To the customer – a commercial or military aircraft operator seeking the repair of turbine blades, vanes and other components – use of the new microencapsulation during the coating stage of repair translates to significant benefits. In short, it saves time and money without sacrificing quality of the coating. In fact, this approach provides improved quality controls and other advantages.
The new Codep process requires no preparation time, since the coating powder is ready-mixed for immediate use without any material additions, pre-mixing or any other adjustment. In addition to speed, the absence of preparation and mixing of the pack powder leads to less process variations and better control over finish quality. The pre-mixed powder is a whole complete product ready to be applied, containing four different raw materials: Codep Powder, coarse calcined aluminum oxide, fine calcined aluminum oxide and ammonium fluoride as an activator.
Reduced incoming testing is immediately derived through the reception of one whole complete and ready-to-use product instead of four separate materials as mentioned above.
Pre-mixed Codep Powder also ensures that no material is wasted. The pre-mixed powder is packed in full compliance to the coating box volume per the customer request. This that specification allows coating appliers to easily meet the environmental compliance regulations. Similarly, the controls provided by the pre-mixed Codep prevent deviations from OSHA compliance requirements. Other benefits include:
- Eliminates moisture associated difficulties - The halide activator is a hygroscopic material and when exposed to air it changes to a liquid solution. When pre-mixed coating powder is prepared using regular environmentally exposed activator, a clustering of the activator particles occur leading to coating powder particles stacked onto the parent material and eventually causing to localized coating defects.
- No time limit between packing and furnace run - The Codep powder and the inert alumina filler are not shelf life limited materials. The activator is the life limiting material for the whole product.
Due to the microencapsulating process the activator is isolated from the deteriorating effects of the humidity which allow using the pre-mixed powder for an extended period and increasing its shelf life to two years rather than the immediate use.
Due to production efficiency, the speed to market can vary between two to four weeks. Each lot of the pre-mixed Codep is tested by actual coating run. The thermal parameters and temperature distribution are controlled by an electronic computerized system. These steps help to eliminate human error factor. The pre-mixed powder can be prepared in a wide mixture composition range, with each one identified by a distinct color pigment (See Fig. 2). QA and laboratory-controlled manufacturing with XRF analysis (See Fig. 3) is performed on each lot to assure the chemical composition meets the customer requirements which will guarantee process consistency and repeatability.
Reut Solomon, Chromalloy Senior Materials Engineer, is based at the company’s gas turbine engine repair facility in Qiryat-Gat, Israel.





