
It isn't often that one hears an organiser of a technical meeting bemoaning its success. Unusually, the EPMA's 2009 Winterev (Winter Review) at Vienna's Technical University came pretty close to this situation. With 20 or 25 participants, all could sit informally around a large table, jumping in to discuss a contentious point in a presentation, knowing that there would be no official printed record of the exchanges (though copies of the 2009 PowerPoint files are downloadable by EPMA members from the Association's website). But with around 30 individuals present on this occasion (most of whom are shown in Figure 1), there were too many to seat round a single table and friendly spontaneity came close to replacement by standard-conference formality.
The reason may have been that this meeting, with the important topic of hardmetalbinders (“Characterisation of the Binder Phase in Hard Tool Materials”) was the first for two years. The stated intention for the future was to alternate “Summerevs” with “Winterevs”, making sure to have Summerevs in Central or Northern European locations, and Winterevs in the south. Thus the next meeting, with topic still to be decided, is likely to be in summer 2010. Vienna, incidentally, struggled to warm up to freezing point on its second day.
The February 2009 Winterev followed tradition by reserving the first evening for introductions and a review of the main agenda. During this we were reminded of some interesting facts. For example, though the Swiss Horological Institute in Lausanne introduced for watch-cases in the early 1960s the first commercially successful hard coatings (of titanium carbide, TiC), Professor Wolf-Dieter Schubert, our host at TU Wien, informed us that it was Richard Kieffer who developed the first titanium nitride (TiN) coatings for Krupp-Widia later in the same decade. Later on, Benno Lux researched alumina coatings for Sandvik.
Olivier Coube of EPMA gave some advance information of the open meeting of the EPMA's very active HardmetalGroup (EHMG) on 25th May, during the Plansee Seminar, and another EHMG meeting, with the subject “Hardmetalsfor wear applications,” on 14th October during the EPMA meeting in Copenhagen. The EPMA itself now had around 180 corporate and 100 individual members.
Next day, after a short trudge through Viennese snow, the meeting proper started with a survey (“Rationale and Review”) by organiser Bryan Roebuck, of Britain's National Physical Laboratory. This consisted mainly of a series of property maps showing variations in key properties with cobalt binder volume, cobalt weight and WC grain size. Other plots looked at the effects of cobalt intercept length distributions. But hardmetalsare by no means limited to pure cobalt binders, and a further part of the presentation was devoted to other possibilities, such as nickel, nickel-cobalt and nickel-iron. Finally Bryan looked at some of the gaps in our knowledge and suggested some opportunities for future investigations:
- Modelling to account for microstructure complexity;
- Uncertainties and limitations on model validation;
- Characterisation methods for structural refinements,
- Shape, phase distribution, contiguity and internal strain;
- Characterisation methods for local chemistry and texture:
- Gradients, element distribution, interfaces and orientation;
- Ni and Fe based binders, far from fully explored, particularly environmental effects and high-temperature behaviour;
- Mo partitioning, worthy of study;
- SFE effects re twinning and martensitic structures, and toughness/strength relationships.
In discussion, Bryan mentioned that some useful work on binder phases had been carried out by a BHA (British HardmetalsAssociation) research group. Though it had not been published as hardcopy, it was now available as a PDF file. It was also noted that stacking fault energy was very low for Co but high for Ni.
Next to the starting gate was our host Wolf-Dieter Schubert, with a marathon review of the “ Role of binder phase in hardmetals.” He began with three checklists of fundamentals:
Main requirements of the binder:
- To sinter the hard phase together using a (liquid) binder, which results in a strong binder/carbide interface, without anomalous growth of the carbide, to achieve the unique combination of hardness, wear resistance and toughness.
- Sintering has to achieve full density with the liquid binder.
- Wetting of the carbide requires low interfacial energy, which is also an important property for microstructural development (WC grain growth).
Referring to metallic carbides/carbonitrides (WC, TiC, TiN …), excellent wetting occurs with cobalt, nickel and iron Fe.
Reasons for dominance of co-binder metal:
- Unique combination of properties (hardness/toughness/strength).
- Well known fundamentals.
- Easy-to-sinter system (high purity raw materials available).
- “Broad” two-phase range.
- Easy-to-control system.
- Non destructive method: magnetic saturation, coercivity.
- “Ideal” coating substrates.
Make a change?
- Technical reason: “tailoring” of properties.
- Economic reasons: material costs.
- Health reason: “hardmetaldisease”.
- Ni (Co, Cr, Mo): WC/5.5Co/4Ni/0.5Cr (for hot rolls for rolling mills); improved corrosion and oxidation resistance; higher resistance against fatigue.
- FeNi: high toughness, possibility of “transformation toughening”.
- FeCoNi: high toughness and strength; corrosion resistance.
- FeMn: high hardness, wear resistance, no Co or Ni; low cost materials.
- Generally: possibility of different binder phase structures.
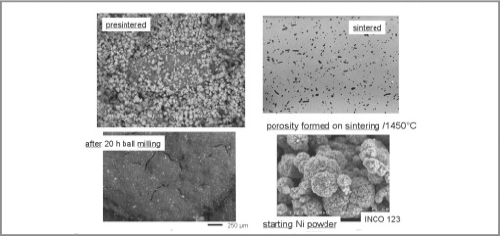
Some of Schubert's excellent illustrations (Figure 2) demonstrated the tendency of fine metallic nickel particles to form flakes during milling – yet another reason to prefer cobalt as a binder metal. There were also significant variations in results from the products of different nickel suppliers.
In a creditable endeavour to be comprehensive, details were included of WC-base materials with alloy steel binders, and of Rick Toth's hard-coated tough particles (HTCP), in which a variety of hard particles, from SiC to diamond, can be successively CVD-coated with WC and then Co, to permit conventional liquid-phase sintering. After the meeting, it occurred to me (and I've since discussed with Professor Schubert) that the long-established FerroTic and FerroTitanit alloys might also have been included. These ingenious alloys are typically 45% TiC bonded with heat-treatable tool steel, machinable when annealed but highly wear-resistant after heat-treatment to harden the (in most grades) Fe-based binders.
Much of Schubert's almost encyclopaedic contribution consisted of phase diagrams and cross-sections of phase diagrams culled from the literature. One such data-dense example combined work by Toda in 1965 and Jonsson in 1979 on the important subject of precipitation hardening, to improve the hardness and wear resistance of the binder in WC/Co hardmetals.
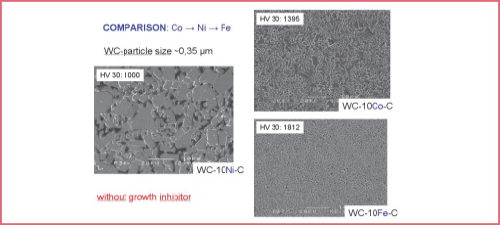
An interesting comparison is made in Figure 3 between WC-base hardmetalswith respectively 10% of Co, Ni and Fe, but no grain-growth inhibitor. There is significantly less grain growth with the 10Fe binder than with 10Co but, somewhat unexpectedly, by far the greatest grain growth occurred with the 10Ni binder. Hardnesses follow the grain sizes – 1000HV for coarse 10Ni, 1400HV for medium 10Co and 1800HV for fine-grain 10Fe.
This fascinating 30-minute presentation comprised no less than 47 slides, some of which were crammed with so many photos, diagrams and data, that it's quite impossible even to list them in this brief review. But, amongst other valuable information, they included comparative corrosion and oxidation values, hardness/crack length plots, cryogenic martensitic transformations, and much else. If you're in the hardmetals business, do try to access or acquire the originals.
As an aside, Wolf-Dieter linked Internet forums with so-called hardmetal disease. “When enough people read about the symptoms, some are bound to think they have it!”
In almost complete contrast, the next contribution took a single but highly scientific aspect of the Winterev topic and examined it in depth. This Study of the binder in WC/Co alloys by transmission electron microscopy was presented by its author, Sabine Lay of the Grenoble Institute of Technology.
Rather than super-high-power electron microscopy of microstructures, this contribution employed sensitive EBSD (electron back-scattered diffraction) methods to detect the orientations of both WC and Co grains in typical hardmetals.The main technique employed is known as ACOM – automatic crystal orientation mapping.
The most interesting finding was that, although WC particles were randomly oriented, what appeared to be small cobalt pools were consistent in their orientation across significant distances. This confirmed once again the existence of a continuous cobalt skeleton, holding the carbide grains in a hardmetal.
Next up was Ken Mingard, an associate of Bryan Roebuck at NPL. His presentation on EBSD of binder phases in hardmetalscovered much the same ground as that of the previous speaker, but the approach was substantially different. He used a scanning electron microscope in which flatness was an essential requirement for EBSD to work, because of the 70° glancing angle at which the diffracted rays leave the surface. Thus mechanical polishing was a problem, because relatively soft cobalt binder was removed at a faster rate than hard WC. Edges of grains were revealed, but not the intervening binder, which was recessed about 15nm below the polished carbide and therefore “shadowed”.
In some collaborative work with Loughborough University, focused ion beam milling, which tends to ignore surface hardness, gave a much flatter surface, but the resultant damage to surface layers prevented accurate indexing of the crystal structure. As a result, the researcher reverted to mechanical polishing, but with more care. There was still a problem, but it was found that three types of structures could be examined: coarse-grained WC/11Co, grain-refined WC/10Co with improved polishing, and WC/Ni – which is easier to polish mechanically than WC/Co.
Interestingly, back in the 1950s – possibly before SEM and TEM were invented – we found that the binder grain size of higher-Co WC-base hardmetalcould be demonstrated by slightly over-sintering in alumina powder. Grain size was clearly visible to the naked eye by surface reflectivity at different angles, generally of the order of 1mm. Thus, at the time, one grain of cobalt might typically contain a billion grains of carbide.
Mingard closed his contribution by indicating a few areas for future work:
- further development of polishing routes;
- how properties are affected by binder grain size;
- how relative proportions of hcp and fcc phases change with other parameters;
- how grain size varies in Ni-bonded materials.
Luis Llanes of Universitat Politecnica de Catalunya, Barcelona, took on the subject of Microstructural effects on toughness and fatigue crack growth resistance for cemented carbides. The topic is itself a tough one, and this brief review can do little more than introduce the author's hard-won data. No doubt it will be presented to much wider audiences.
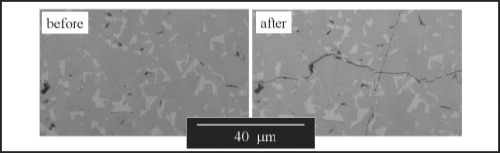
It introduced, for fine-grained hardmetal,the concept of fatigue sensitivity to microstructure, with a critical threshold/toughness ratio for fatigue crack growth (FCG). The question of what happened with coarse-grain grades was answered by some ingenious experiments, mathematical plotting and illustrations like those of Figure 4 showing a tortuous crack path that mainly followed the metallic binder. This was interrupted by occasional transgranular cracking across large carbide particles that interrupted the binder path.
Luis summarised his complex, in-depth presentation in a few paragraphs:
- Although coarse-grained cemented carbides are susceptible to fatigue degradation, their fatigue sensitivity is lower than expected.
- The main reason for such “microstructural optimisation against fatigue” seemed to be related to the existence of microstructurally driven crack deflection, a toughening mechanism operative under both monotonic and cyclic loading.
- The relative prevalence of ductile ligament bridging and crack deflection as toughening mechanisms for coarse hardmetalgrades was the key factor for defining the effective fatigue sensitivity of these materials.
The next contribution – Fjodor Sergejev of Tallinn University of Technology, Estonia, on Effects of defects and binder phase transformations on fatigue – attacked much the same subject but from a very different angle. The main difference was in the title: this was less about fatigue in top-class hardmetalsand more about defects and discontinuities in a variety of hard materials made in the university lab.
The main factors affecting fatigue mechanics were:
- High brittleness;
- Microstructural defects – pores, non-metallic inclusions and others;
- Uncontrolled residual stresses.
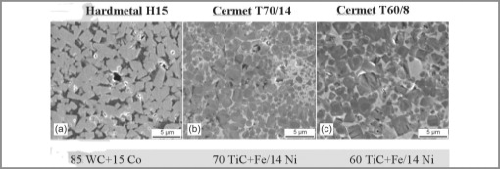
Grain sizes of these materials covered a modest range, from 1.5 to 2.2μm, but compositions varied widely, from 87WC/13Co (S13) to 85WC/15Co (H15), 75TiC/Fe14Ni (ST75/14), 70TiC/Fe14Ni (T7014), 60TiC/Fe8Ni (T60/8) and 70TiC/NiMo (T30). Sample hardnesses did not differ greatly, 1100 to 1400 HV, but grades with finer or coarser grain sizes would have had greater or lesser indentation hardnesses respectively. A few of their microstructures – with clearly apparent defects – are illustrated in Figure 5.
After a series of slides showing additional static properties and element distribution in complex microstructures, Sergejev got down to fatigue properties. He explained that a large scatter of data was typical for carbide composites, so test results could only be analysed and assessed statistically. The statistical nature of studied material strength derived from the distribution of the most severe defects, the strength-determining flaws.
Weibull statistics had been commonly used to characterise statistical variations in the fracture strength of brittle materials, such as ceramics and composites. Two methods were used to evaluate Weibull parameters σo (inert strength corresponding to the fracture stress, with a failure probability of 63.2%) and m (Weibull modulus or shape parameter) representing scatter in fracture strength.
Among Sergejev's conclusions, based on much more data than I've shown here, were that H15 and ST75/14 grades had higher fatigue limits than S13 and T70/14. Scatter of fatigue data was wider for materials with lower binder content. Composites with higher binder content behaved as ductile metallic materials and lower binder content led to brittle fracture.
In cyclic loading the plasticity of composite phases, in particular carbide phases, decreased. The rate of decrease in plasticity (embrittlement) during cyclic loading of tungsten carbide exceeded that of titanium carbide. Reduced embrittlement lessened the fatigue sensitivity of the composite.
Fractographic analysis showed similarities of crack propagation mechanisms in WC-Co hardmetaland TiC–Fe/Ni, TiC-Ni/Mo cermets. A fracture developed predominantly from intrinsic or surface defects and propagated through the binder and carbide phases, though more complete knowledge about microstructure, fracture micromechanisms and the effect of core-rim structure on mechanical properties of TiC-based cermets was needed for further investigations.
Calculated predictions of fatigue limits were in good agreement with test results. The critical size of microstructural defect (pore, non-metallic inclusion or inhomogeneity) could also be determined, being equal to average carbide grain size for the studied materials.
According to the speaker, TiC-based cermets compared well with WC-based hardmetalswith reference to fracture toughness, as they tended to behave more plastically, in spite of the higher brittleness of titanium carbide.
José Manuel Sánchez, of CEIT, San Sebastian, Spain, produced yet another tour de force with Examples of binder phase studies in cermet-type hard materials. This avoided the emphasis on WC/Co materials that one might see at run-of-the-mill conferences.
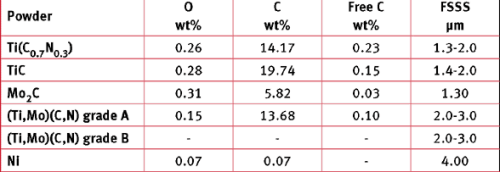
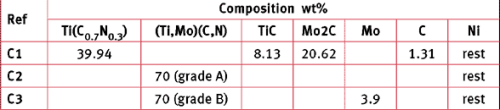
First look was at TiMoCN cermets, used for hot working steel, and particularly at carbon control and wear resistance. Details of starting powders and powder mixes are given in Table 1 and Table 2.
It was noted that, when sintered in hydrogen plus nitrogen and methane, the microstructures of grades C1 and C2 are characterised by massive graphite inclusions. These were absent in presintered C3, or when nitrogen was absent from the atmosphere. Changes in the furnace atmosphere were also reflected in changes in the lattice parameters of both carbonitride and binder phase.
The second task of this project was to examine the role of the binder phase in the oxidation resistance of WC/Co/Ni/Cr alloys. The intended application was hot rolling tools. The work charted the pseudobinary ranges of the four linked compositional systems, with respectively 15 and 25 wt% of NiCo binders, and two different Ni/Co ratios – 1/1 and 2/1, and plotted oxidation resistance via thermogravimetric analysis (TGA). Though scale exaggerated the differences, it was seen that the higher the binder phase content and Ni/Co ratio, the higher is the oxidation resistance. Other experiments showed that decarburisation has a greater impact on oxidation resistance than changing the Ni/Co ratio.
Completing this triple-headed investigation into hardmetaland cermet binders, the final objective was the toughening of TiB2 cermets by using Fe-Ni binder phases. This was an ambitious project, but luckily was aimed simply at improved results rather than completely optimising the alloy constituents. In fact, Sánchez began by looking at Fe/Ni/Al as possible binder, involving an exceedingly complicated four-dimensional phase diagram, before even considering the possibilities of intersolubility and high-temperature reactions with titanium and boron. The pot of gold at the end of this particular rainbow was a viable alternative to tungsten-carbide- or titanium-carbonitride-based cermets.
In the event, the binder tested was basically a 70/30 alloy of Fe and Ni, with a modest and unstated amount of Al as a “getter” for oxygen. The key to success was found to be control of phase changes in this binder, either by sintering rates and temperatures, or by heat treatment, to produce austenitic or ferritic structures, or by martensitic transformation under strain.
The last presentation covered here in of a technology-packed day was by Igor Konyashin of Element Six Hard Materials (formerly Boart Hardmetals,and then Borat) on the subject of Characterisation of nanograin reinforced binders in WC-Co hardmetals.It covered the stated topic in interesting fashion, but perhaps then spent a little too much time in promoting the company's patented so-called Master Grades. In places there seemed to be a slight shortage of experimental and scientific fact, and a possible surplus of marketing. For example, when performance comparisons were made, we were not told whether the comparison was made with the best alternative made by Element Six, with a typical alternative, or with the best obtainable of competitive manufacture under conditions optimised for the rival material. Nor were we told the compositions or basic properties of the materials employed in the comparisons. Neither were we told the Master Grade manufacturing process, though its general principle should be clear to anyone “skilled in the art,” to use the terminology beloved of patents offices.
Master Grades are designed for applications such as road planing or mining, combining heavy impact with serious abrasive wear. On a micro-scale, they are simple WC/Co compacts with coarse, rounded grains of 5 to 20μm WC bonded with thick Co interlayers. Under extremely high magnification, the Co binder can be seen to be reinforced by 1 to 5nm particles, stated to be (theta) phase, the double carbide Co2W4C. Which of course raises the intriguing question: since the binders in WC/Co hardmetalsare pseudo-eutectics rather than pure Co, would one sometimes see tiny particles such as these if binder layers in run-of-mill hardmetalswere routinely examined at similar magnification?
Unsurprisingly, a series of field tests showed impressive gains in performance for Master Grade in every case. However, as a confirmed sceptic, I would require far more information before regarding each of these trials as fully valid, especially in relation to known competition which is not to say that they would not be validated if such information were published. I just don't know, and said much the same in Metal Powder Report on a previous occasion.
In all, Winterev 2009 was an interesting and well-organised meeting, maintaining and building on the excellent reputation gained by its predecessors. All those attending will look forward to its next incarnation, the first Summerev in 2010, probably at a centre of excellence in northern Europe.
Finally, if I may make a request of my own, could I plead with presenters not to put so much information on a single PowerPoint slide? The days of expensively produced 35mm slides are long gone. Some of the illustrations shown at Winterev were so cluttered with minute print and tricksy animations that they were almost impossible to read, even magnified on a computer monitor, still less in a few seconds on a projection screen in a partially lit room. Half a dozen large-print slides giving the same information could be shown and absorbed in far less time. This is one case where less would indeed be more.
