

The magic word in industrial manufacturing these days is 3D printing. The shift from mould-based component concepts to additive geometric freedom is not just a fad, it's a major trend. The advantages are striking: faster processing times, lower-cost components and a level of design freedom that is so far unheard of. This dynamic market development has spurred two-digit growth rates in the industry.
The main forces behind this momentum include the automotive, medical technology and aerospace industries. These technology drivers demand high standards, not only in terms of quality and choice of materials but also with regard to quantitative aspects such as increased productivity. Customers like these require faster construction times or more parts in a single build chamber.
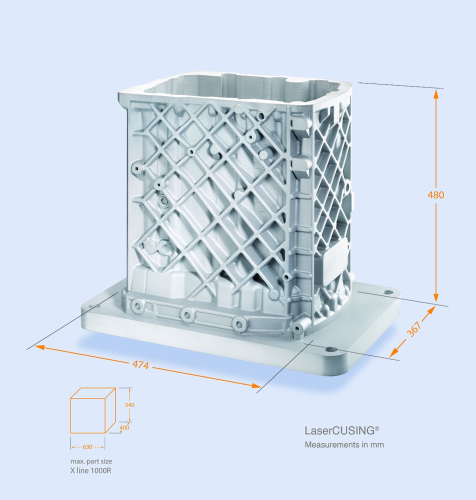
To meet the needs of the automotive industry, Concept Laser developed the X line 1000R, which currently offers the largest build chamber. It now features a 1000W laser, which represents an important milestone for the process. The laser was developed in close cooperation with laser specialists from the Fraunhofer Institute. The goal was to develop quicker processes that are also more affordable. Very large laser melting systems can be time-saving solutions in developing modern vehicle engines or large-scale aerospace components.
Industry demands
The aerospace industry is the source of an increasing amount of innovation that demands high-quality solutions. Many of these involve the use of reactive materials such as titanium or aluminium-based alloys, which must be produced in closed systems to ensure reliability and quality. Customers such as NASA, the German Aerospace Center (DLR), Honeywell, Snecma, Aerojet/Rocketdyne and EADS subsidiary Astrium Space Transportation see the additive process as the next broad-scale step in the evolution of modern production. NASA engineers are even considering using additive manufacturing to produce components on the ISS – in orbit. The advantage of this would be the ability to produce parts in space using CAD data. In the US, we are seeing major investments in capital and human resources, not only in research and instruction but in industry as well. The Europeans can contribute their research and mechanical engineering capabilities mainly in the US and Europe. In Europe, the EU is promoting this process through projects like AMAZE, which focuses on rapidly producing large defect-free additively-manufactured (AM) metallic components, due to a strong belief in its sustainability and innovative capacity.
Metal laser melting is also revolutionizing medical technology: traditional process chains are being completely reconceptualized. Concept Laser’s LaserCUSING parts are in demand for implants since their porous surfaces incorporate well into the body while providing the necessary elasticity. One rising application is the affordable and rapid production of dental prosthetics from biocompatible materials. These are highly adaptable, long-lasting dental solutions, as opposed to dental prosthetics that must be handcrafted.
The laser melting process is suitable for retrofitting as well: worn-out turbine parts from power plants or aircraft can be quickly and affordably regenerated. In this hybrid technique, layers of the exact same material can be applied additively to the existing part. In addition to regeneration, new whole parts are also produced for turbine technology applications.
Ramping up R&D
Concept Laser GmbH is an independent company based in Lichtenfels, Germany. Since its founding in 2000, it has been an innovator in the field of laser melting with the patented LaserCUSING technology across many industries. The LaserCUSING process generates components layer by layer using 3D CAD data. The method allows the production of complex component geometries without tools to create parts that are difficult or even impossible to achieve through conventional manufacturing. With the LaserCUSING process, conformal cooling can be used to create tool inserts as well as direct components for the jewelry, medical, dental, automotive and aerospace industries. This applies to prototypes and series parts.
Laser machining systems from Concept Laser process powder materials made from stainless steel, hot work tool steels, cobalt-chromium alloy, nickel-base alloy as well as reactive powder materials such as aluminum and titanium alloys. Precious metals such as gold or silver alloys for jewllery making are also an option.
The LaserCUSING process is used to create mechanically and thermally stable metallic components with high precision. Depending on the application, it can be used with stainless and tool steels, aluminum and titanium alloys, nickel-based superalloys, cobalt-chromium alloys or precious metals such as gold or silver alloys.
With LaserCUSING, finely pulverized metal is fused using a high-energy fiber laser. After cooling, the material solidifies. Component contour is achieved by directing the laser beam with a mirror deflection unit (scanner). Construction takes place layer by layer (with each layer measuring 15-100 microns) by lowering the bottom surface of the construction space, then applying and fusing more powder.
Concept Laser systems stand out due to their stochastic control of the slice segments (also referred to as "islands"), which are processed successively. The patented process significantly reduces tension during the manufacture of very large components.
In an effort to boost its development activities and meet the increased demands of the market, Concept Laser opened a new development center in late 2013. For design and development engineers from a variety of different industries, metal laser melting offers a fascinating range of solutions. The company's goal is to meet this market trend head-on through innovation. When it comes to complex systems, the right combination of optics, mechanics, control technology, software and powder material is the key.
LaserCUSING allows the incorporation of features such as cooling channels, important for components exposed to high thermal loads or for reducing injection moulding cycle times in the plastics industry. The offshore industry is considering installing laser melting systems on drilling platforms, which would allow for independent, on-site production of certain components. The technology is not fixed to a specific location and can be operated locally.
Two laser modules
Concept Laser offers two laser modules are available with two different approaches: QMmeltpool and QMcoating. With QMmeltpool, the system uses a camera and photo diode to record signals during the process. This data can then be compared to reference values. The optical system is designed coaxially. It allows the camera to record a very small area, about 1 mm², of the melting pool. It can detect impaired laser performance due to contamination of the F-theta lens or natural aging of the laser, as well as deviations in the dosing factor.
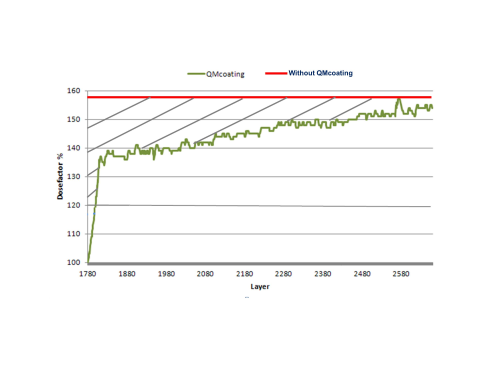
The second approach is that of the QMcoating module, which ensures that the optimal powder quantity is used, thus reducing the amount of unnecessary material (by up to 25%) and allowing faster set-up times. QMcoating monitors the layer surface while powder is being applied. If too little or too much powder is dosed, the dosing factor is adjusted accordingly, i.e., actively counteracted. The two QM modules monitor and document the process in real-time, thereby ensuring reproducible quality.
With Concept Laser, there is a division between build chamber and handling area. The systems transport powder automatically in containers. In metal laser melting technology, a closed system offers many advantages, not only in terms of component quality, as oxygen contamination is avoided, but also in terms of safety when working with reactive materials like titanium or titanium alloys. The safety requirements for the system are defined by the EU's ATEX directive.
The future of laser melting
The scope of applications for metal laser melting is growing, as is the range of materials. As the market becomes more complex, the technology must be exactly right. At the same time, design requirements for components are also becoming more complex. They include everything from lightweight construction or foam-like structures to integration of elements such as cooling circuits in components. With so many applications in so many industries, the need to develop innovative solutions is higher than ever. Another aspect is the growing importance of quality among users. Customers expect active process monitoring and series production capability, i.e., reproducibility at an industrial level.
Besides geometry, density and productivity, customers today are primarily interested in the quality of the final product. Two approaches are particularly useful in ensuring a high level of quality: active process monitoring using machine technology and developments in materials. This includes the certification of materials, such as in medical technology, or manufacturer-specific instructions, which must be complied with in the automotive and aerospace sectors.
I see important developments in process monitoring in the near future. 2D maps are generated during the construction process and will ultimately be representable using 3D models. This is comparable to CT scans in medicine. This type of 3D imaging will increase the transparency of the process in the future by capturing the component in its structural entirety. This creates transparency in a fast, highly dynamic process, which operators can only master with special aids. Customer demand for speed in component building will also grow. There are two ways to achieve this: one is with higher capacity lasers, i.e., 1000W lasers versus 400W, like the X line 1000R; another is by using multiple lasers. In the future, multiple laser sources will increase build rate significantly, in which case the advantages of using known process parameters will have to be weighed against the increasing complexity of optical construction. These concepts will increase not only the number of the lasers but most of the other optical components as well.
Green technology
Laser melting is a highly sustainable manufacturing process. Numerous factors makes laser melting a quantum leap in reducing carbon footprint:
- No more moulding or casting expenditures
- Reduced logistics through local or decentralized manufacturing (such as on offshore platforms or space stations)
- Material savings during the process
- No special noise emissions
- Fast prototype or test sample construction
- Component retrofitting through hybrid technology
- No oil or coolant emissions as with conventional machine technology
- Residual heat from lasers can be used to heat buildings
- Low system power consumption
- On-demand production
- One-of-a-kind production
- Less waste.
It's not surprising that laser melting is termed a "green technology" and has been classified by the EU as Key Enabling Technology for future manufacturing.
Industrial versus consumer 3D printing
3D printers are the main attraction at all the trade shows. Interested onlookers ask whether they can be used to print Lego blocks or even food. Clearly, there is growing interest in the ability to print three-dimensional objects with laser printers versus simply 2D. For technical components, affordable printers for less than €1000 are already a reality.
Of course, these have nothing to do with metal laser melting in industry. Consumer applications differ from industrial ones: industrial systems are heavily geared toward high levels of quality, precise component dimensions or the parallel construction of many parts in a single space and at different speeds than in the consumer segment. Industrial manufacturers, such as those in the aerospace, turbine, medical and dental technology, automotive, watch and jewellery-making industries, have special quality standards and material requirements, including material and process certifications. These industries expect high-performance metals and alloys as well as reactive materials with high dimensional accuracy, reproducibility and safety. The necessary system technology must possess the right combination of optics, mechanics, control technology and software with QA elements to ensure highly dynamic manufacturing in real-time.


