


Seldom does a completely new market erupt where adhesives and sealants can play a critical part. However, the embryonic alternative energy market may provide just such an opportunity. Adhesives and sealants are necessary components in the wind turbines, photovoltaic modules, and fuel cells that are being developed. More importantly, adhesive and sealants are required to reduce the assembly costs and achieve the high-volume manufacturing goals that are essential with these new but yet unoptimized products.
Alternative sources of energy have been proposed as the ultimate solution to global energy problems. Wind turbines, solar photovoltaic modules, and fuel cells may replace today’s fossil-fuel based energy sources such as coal-fired power plants and internal combustion automobile engines. If this vision comes about, as many environmentalists hope, there could be a fuel cell in every auto, a solar collector on every rooftop, and wind turbines on every hill.
Conventional power generation equipment used by electrical utilities and automobile engine manufacturers are, by nature, high-temperature machines and, as a result, the applications for organic adhesives and sealants are limited. However, alternative energy engines can operate at much more reasonable temperatures and will use advanced polymeric materials in their construction. Organic adhesives and sealants are suitable in these applications, and the potential volume employed could be huge.
In addition, adhesives and sealants could be the key to making these technologies commercially practical. Currently, the alternative energy technologies are burdened by high costs in both materials and assembly. With the formation of a real market and resultant higher production volumes, it is expected that the assembly costs for these products will be drastically reduced. Automated adhesive assembly will be counted upon to provide much of the cost reduction.
Without a doubt, activity in these market areas is robust, with numerous companies vying for early entry advantage and technological superiority. Table 1 provides a small sampling of the many developers of alternative energy technologies.
MARKET OPPORTUNITIES AND CHALLENGES
Materials issues have been critical in the development of alternative energy technologies. Table 2 summarizes the major renewable energy technologies and the structural materials issues involved in their deployment. The individual alternative energy technologies and their adhesive/sealant needs are considered more in detail below.
The global large wind turbine market has grown at an average annual rate of 24.3% over the last decade to reach $16 billion. New, large wind turbines will account for almost 24% of all new bulk power installed worldwide. The fuel cell market is predicted to reach $5 billion and dramatically increase from there during the next decade. Solar photovoltaics are already a large market of approximately $2 billion, with projected growth to $27 billion in 2020. It is too early to say what percentage of the total alternative energy markets will be attainable for adhesive and sealant suppliers, but it should be significant.
WIND POWER
Wind power is created from wind turbines, which are used to drive a generator and produce electricity. Wind turbines range in size from rural units of several kilowatts to behemoth structures that can produce several megawatts. The kilowatt units are most often seen on farms for generating electricity to power irrigation systems. They have a diameter of a few meters, at most. Even smaller wind turbines are used on sailboats for auxiliary power and to recharge storage batteries. Power companies use the megawatt-sized units, and these are normally applied in “wind farms,” which can include hundreds of turbines. They are placed in areas where wind is plentiful. As shown in Figure 1 the size of the blades can be enormous—some reaching a diameter upwards of 100 meters.
Wood is primarily used for traditional smaller wind turbines, accounting for about 14% of the turbine blade market. However, modern wind turbines could hardly be viable without modern materials. Wind turbines must be located where there’s wind. Thus, they are often found very far off the ground or in offshore applications. Weight savings provided by composite materials as well as adhesive assembly methods can provide significant savings throughout the structure. Reinforced plastic composites are the means to achieve large blade structures that are strong, stiff, and light enough not to buckle under their own weight or bend back into the support tower in high winds.
Wind turbine manufacturers frequently use load-carrying epoxy resin adhesives for bonding metal hubs to the composite rotor blades. The applications demand an adhesive that can withstand the centrifugal forces applied to each blade. With lap shear strengths in the 4,000 psi range and resistance to outdoor exposure and significant temperature ranges, epoxy adhesive produces the needed high resistance to stress, fatigue, and aging to ensure long-lasting joints. The wind turbine manufacturers are looking toward adhesive bonding to lower fabrication costs, increase production rates, and enhance durability. Epoxy adhesives are also used for maintenance purposes.
SOLAR ENERGY
Attention on the photovoltaic (PV) market has almost entirely shifted away from large central systems toward smaller, modular distributed systems, such as rooftop modules (Figure 2). As a result, the level of activity and creativity in these markets has kept many industry watchers bullish—even though PV costs are significantly higher than conventional electricity.
A solar module consists of interconnected and encapsulated silicon-based solar cells in a durable and environmentally protected package. Tempered low-iron glass is normally used for the front cover to provide permanently transparent protection of the optical surface of the module. The remainder of the laminate consists of clear ethylene vinyl acetate (EVA) encapsulant, the cell circuit, a second layer of EVA, a fiberglass sheet, and a back cover, which could be PVF, glass, or metal. The EVA, which is supplied in sheet form, is both a transparent soft encapsulant and an adhesive for bonding the layers together.
The module edges—where the back cover film meets the glass—are protected by a gasket or sealant. This cushions the glass panel in the module frame and prevents degradation of the edge by daily thermal cycling. RTV silicone sealants are commonly used in this application.
The thin crystalline silicon solar cells have been interconnected with standard soldering techniques. However, they warp and have a high chance of breaking. Therefore, more flexible conductive adhesives are being developed for interconnection.
An analysis of photovoltaic cell assembly shows that—apart from the silicone cell itself—most of the product lead-time is due to the curing requirements of coatings and adhesives. PowerLight, a manufacturer of a building-integrated photovoltaic roofing tile, drastically reduced their assembly time from 72 hours to 6 minutes by using a heat-laminating adhesive instead of a chemical curing adhesive.
FUEL CELLS
Fuel cells represent the latest and, perhaps, the most rewarding of alternative energy technologies. The fuel cell is a power-generation system in which hydrogen (H2) is used as a fuel source. The hydrogen can be extracted from fractionated hydrocarbons (e.g., gasoline, methanol, propane) or natural gas with what is called a reformer. Hydrogen can also be produced from the electrolysis of water.
Within the fuel cell, the chemical reaction of hydrogen with oxygen (supplied from the air) produces electricity. The efficiency of the fuel cell, 30–60%, is greater than that of current internal combustion engines. Also, because it produces almost no harmful emissions such as CO2, it is attracting much attention as an environmentally friendly energy source for powering almost everything, including laptop computers, automobiles, residential homes, and complete buildings.
Fuel cells now being developed are categorized in several types, depending on the electrolyte used to convert the hydrogen and oxygen to electricity. The type that will likely have the greatest market volume is PEM or proton exchange membrane fuel cells. These are lightweight and operated at relatively low temperatures of 70–100°C. PEM fuel cells are especially appropriate for high volume automotive and residential power applications.
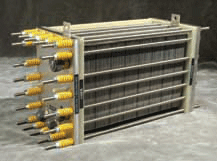
The construction of the PEM fuel cell starts with a polymeric membrane in the center. This is coated with catalyst, and a conductive diffusion material is applied to both sides to form a membrane electrode assembly (MEA). This is sandwiched between two conductive plates, which function as a bipolar anode and cathode. A series of cells stacked together forms a fuel cell stack (Figure 3). The bigger the stack, the more power is generated. For example, three hundred fuel cells in a stack will generate about 50 horsepower (energy sufficient for an automobile).
The hydrogen is fed to the anode of the cell, and as it comes into contact with the catalyst, it splits into hydrogen ions and electrons. The membrane allows the hydrogen ions to pass through it, but the electrons are forced to follow an external circuit creating electricity. Once the hydrogen ions pass through the membrane, they combine with oxygen on the cathode side to form water.
Tighter reliable, fail-safe sealing is an absolute necessity in fuel cell technology. The physical properties required for adhesives and sealants in fuel cells are identified in Table 3. They are listed in order of expected importance to the fuel cell developer. However, in addition to providing these functions the perspective adhesive or sealant must be adaptable for high volume, mass production and have low assembly costs (materials, equipment, energy, etc.)
CONCLUSION
All of these new power sources require specialty adhesives and sealants to enable them to function reliably and efficiently. Developers are also looking toward adhesive and sealants to reduce the manufacturing costs and to provide high-volume, automated assembly. Several major suppliers of adhesive and sealant systems are already addressing the specific needs of this embryonic industry. The nature of the opportunity suggests that there will be many more before long.
|
Wind Turbines Blades |
Solar Photovolatic Modules |
Fuel Cells |
| Vastas | BP Solar | Ballard |
| Gamesa | Siemans | Plug Power |
| Aerolaminates (NEG) | Kyocera | Hydrogenics |
| Nordex | Sharp | Gemeral Motors |
| LM | PowerCell | Fuel Cell Energy |
| Enercon | Shell Solar |
United Technology |
| Energy Source | Technology | Structural Material Issues |
| Wind | Onshore wind turbine | Blade stiffness, strength/weight ratio; tower strength and compliance, fatigue |
| Offshore wind turbine | As above, plus corrosion | |
| Solar Photovoltaic | Module | Thermal cycling, out-gassing, UV resistance, elevated temperature aging |
| Cell | Electrical interconnection, flexing, fatigue | |
| Fuel Cells | Cell Stack | Thermal cycling, hydrogen permeability |
| Fuel Storage | Thermal cycling, hydrogen permeability, long-term creep resistance |
| Property | Requirement/Need |
| High gas barrier | To seal the hydrogen and oxygen inside the cell |
| Low permeability | To keep moisture inside the cells so that the membrane is always saturated with moisture |
| Moisture resistance | For keeping the environment of moisture saturation while the membrane is functioning |
| Heat resistance | To insulate the membrane against extremes of temperature |
| Low ion dissolution | To prevent the catalyst from being contaminated and to protect the structure of the membrane against damage |
| Electrical resistance | To prevent the unit cells from short circuiting |
| Flexibility, toughness | To absorb vibration and shock |
| Chemical resistance | The adhesive/sealant must be resistant to coolants used as well as the various fuels anticipated |
BIO
Edward M. Petrie is the sole proprietor of EMP Solutions, a Cary, N.C.–based consulting firm focused on solving problems in the adhesives and sealants industry. He also works as a technical expert for SpecialChem. For more information, visit www.specialchem4adhesives.com.


